In welding, a number of defects occur due to wrong equipment setup, manual errors, and environmental issues. Based on the location and appearance, the most common welding defects are classified into:
Surface defects (face side), for example- face undercut, overlap.
Surface defects (root side), for example- excess root penetration, and lack of root fusion.
Let us learn about different types of welding defects and their causes in this post.
What are the External Welding Defects?
External welding defects refer to types of welding imperfection or defects that appear on the weld surface or root side. Most of the welding defects are surface defects only with some exceptions given later in the next topic. External welding defects are visible to the naked eyes with or without magnification based on their magnitude.
Internal welding defects are those welding discontinuities that are not visible on the surface of the weld. Special NDT techniques such as radiographic testing, Ultrasonic testing are the most commonly used internal defect inspection NDT method.
These NDT tests are also called volumetric NDT due to this reason. Internal welding defects can not be found by visual testing. Either an NDT method or a destructive test as such as a bend test or macro test is required to identify and locate the internal welding defect.
Examples of Internal Welding Defects are-
Internal porosity (any type),
internal crack,
lack of root fusion in fillet weld,
lack of sidewall fusion,
slag inclusion,
fissures
Shrinkage cavity
Tungsten inclusions.
SMAW, TIG, MIG, FCAW & SAW Welding Defects
In SMAW, TIG,MIG-MAG,FCAW and SAW, the main types of welding defects that occur are- Undercut, spatters, crater crack, Underfill, open to surface pore/ porosity, surface cracks (longitudinal, transverse, chevron and other types of cracks), overlap, lack of fusion on the surface or root side, excessive convexity/ concavity, and linear misalignment, Internal porosity (any types), internal crack, lack of root fusion in fillet weld, lack of sidewall fusion, slag inclusion, fissures, etc.
These defects with pictures, their causes, and their remedies are given in this post for learning and reference.
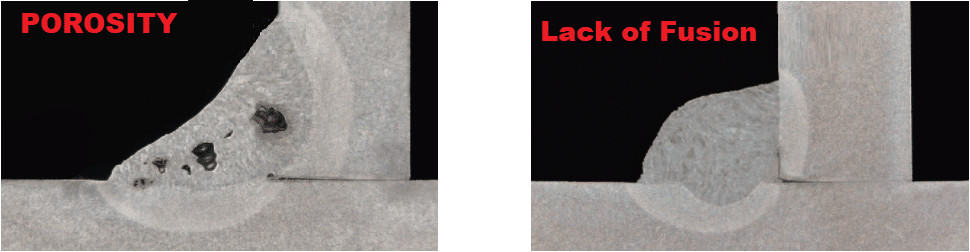
Welding Porosity
What is Welding Porosity?
Welding porosity is caused due to entrapped gases during the weld solidification. In carbon steel, Nitrogen gas is the main gas causing porosity along with hydrogen & oxygen, In aluminum welding, hydrogen is the main gas that causes porosity & in stainless steel welding, oxygen causes the porosity.
The main types of welding porosity are:
Single pore
Scattered porosity
Linear porosity
Uniform porosity
Cluster or localized porosity
What could be the problem/ causes of the porosity in Welding?
The welding point was not sufficiently covered with shielding gas during weld solidification.
The welding area is damp.
The welding area is contaminated.
The weld is coated with paint or inorganic material that is not cleaned before welding.
The welding electrodes/ flux are not baked or electrodes have excessive moisture.
How to Stop porosity in Welding?
Welding porosity can be controlled by identifying the root cause such as either its process error or human error or environmental issues. High moisture in welding rod can cause porosity or same time a longer arc length due to welder mistake can also be the reason for the porosity. Following are the preventive measures for stopping the welding porosity:
Improve the shielding gas coverage.
Dry the workpieces before welding.
Clean the workpiece before welding.
Remove unwanted coatings.
Bake the welding electrodes/ flux before use.
Lack of fusion
What is a Lack of Fusion & How do I recognize them?
Lack of fusion occurs when the weld is not fused with the base metal. Lack of fusion can also occur between the weld passes or between the weld and fusion faces.
It is also known as LOF and its linear defects. Ultrasonic testing is the best NDT method to detect internal lack of fusion. LOF on the surface can be effectively detected using penetrant testing or magnetic particle testing.
Causes for Lack of Fusion?
Low heat input in welding, short circuit transfer mode in MIG-MAG Welding.
Oxides or scale on the welding fusion face.
The welding speed is too high.
You may have welded downhill direction that allows the molten weld pool to flow ahead of the arc.
The arc was not centered on the weld joint i.e. wrong torch angle.
The arc is excessively long or lets us say high arc length.
Remedies (How to avoid Lack of Fusion)?
Increase the heat input or change the mode of metal transfer.
Clean the area before welding from any rust or scale.
Reduce the welding speed.
Weld uphill direction so the arc is ahead of the weld pool.
Change the torch angle to ensure full fusion.
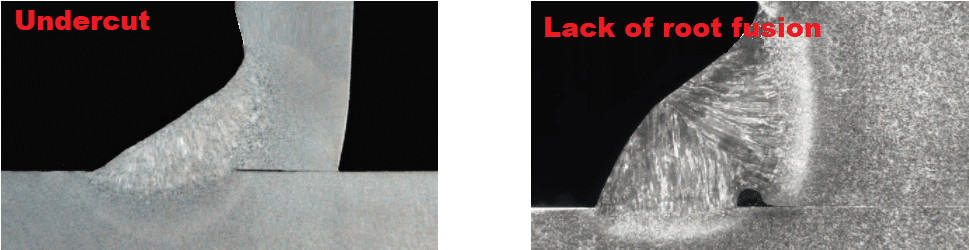
Undercut
What isUndercut &How do I recognize them?
An Undercut is the formation of irregular grooves due to wrong welding parameters such as high heat input or high voltage during welding. The undercut is a small crack-like appearance although metal is fused that follows at some distance from the melting line is the undercut. An undercut is the excessive burning of weld edges due to high heat input, high voltage, or wrong torch angle.
There are three types of undercut that can be found in welding as: 1. Continuous Undercut, 2. Intermittent Undercut and 3. Inter-run Undercut.
Causes of Undercut?
The arc is too long or the voltage is too high.
The welding weaving is too high.
The electrode oscillates excessively.
Wrong shielding gas selection
Remedies & How to avoid Undercut in Welding?
Reduce the arc length or reduce the voltage.
Correct the torch angle.
Reduce the weld weaving or use stringer beads.
Change your welding technique.
Use correct shielding gas.
Lack of root fusion
What is a Lack of root fusion &How do I recognize them?
Lack of root fusion means that the base metal and root of the weld are not fused together. This will occur on the weld root side.
Causes for Lack of root fusion
The welding heat input is too low.
The arc is too long.
Incorrect root face or excessive root alignment.
Advancing slag ahead of the welding arc.
Remedies for lack of root fusion in Welding?
Increase welding heat input.
Shorten the arc length.
Prepare the weld root & root setup properly.
Hold the arc towards the weld pool thus allowing sufficient fusion at the root.
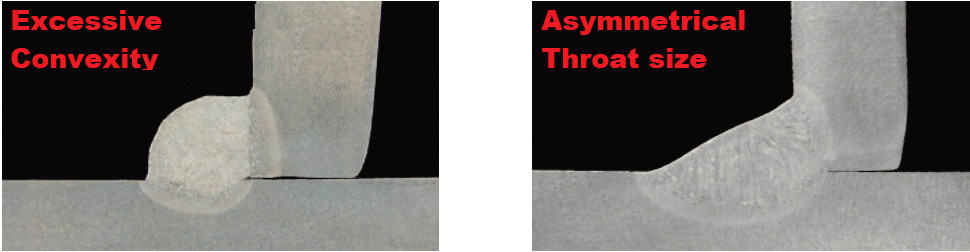
Excessive Convexity
What is Excessive convexity & How do I recognize them?
The weld seam (surface) is super-elevation or excess of material in the weld seam that gives a convex weld surface appearance. In a concave weld, the weld seam seems to be overflowing with the material. Excessive convexity is a defect for fillet welds as per ISO 5817.
Causes for Excessive convexity in Welding?
You are using too much filler material or welding too slowly.
The electrode diameter is too big.
The welding voltage is low.
Remedies for excessive convexity in Welding
Increase the welding speed.
Use less filler material.
Choose a suitable electrode diameter.
Use higher welding voltage.
Asymmetrical Throat Size
What is Asymmetrical throat size &How do I recognize them?
The weld seam is not symmetrical, but always unevenly distributed where one leg length is not equal or approximate to the other leg length of the fillet weld. Asymmetrical Throat Size is a defect for fillet welds as per ISO 5817.
Causes for Asymmetrical throat size?
The electrode angle is incorrect.
The weld pool is too big.
Magnetic arc blowing effect.
The arc length is too long.
How to avoid Asymmetrical throat size?
Weld at the correct angle.
Reduce the welding performance.
Move the ground clamp to minimize the magnetic arc blow effect.
Shorten the arc length.
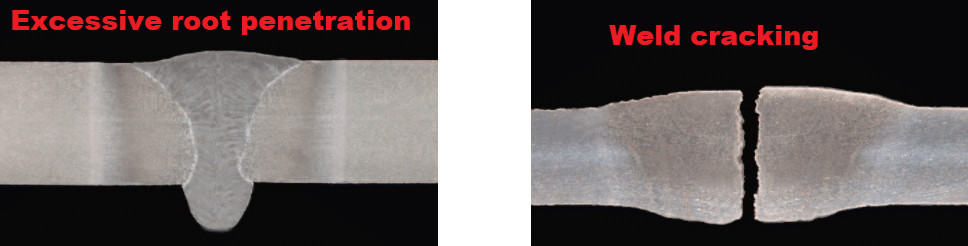
Excessive root penetration
What is Excessive root penetration &How do I recognize them?
The material comes out in excess on the other side of the material which is the root side. The code or standards such as ISO 5817 allows the excess root penetration but are limited to a maximum of 3 mm for quality level B and 5 mm for quality level D. In summary, any excess root penetration is actually a waste of filler wire as it is not aiding any strength to the weld joint.
Causes for Excessive root penetration?
The heat input is too high.
The gap between the parts to be welded is too large.
Travel speed is slow.
How to avoid Excessive root penetration?
Reduce the welding heat input.
Reduce the gap between the parts to be welded.
Make the travel speed faster when welding root run.
The weld bead cracked due to welding residual stresses or metallurgical reasons resulting in tear-off of the weld. The cracks can occur at various locations such as in the weld metal (outside/ inside), HAZ and the fusion line.
Watch the below video to understand and learn various types of weld cracking and their causes.
The ratio between the width and depth of the seam is unfavorable.
The components to be welded have a high internal residual stress.
You are using the wrong filler material.
Too high restrain on the weld joint.
Metallurgical causes such as low melting phases present in the weld metal.
High level of dissolved hydrogen in the weld metal in case of carbon steel & low alloy steels.
How to avoid Weld Cracking?
Use a common ratio between the depth and width of the weld (e.g. 1: 1 for mild steel).
Tack the components without tension.
Choose a suitable filler material.
Low hydrogen electrodes must be baked prior to the use.
Use preheat to reduce the residual weld stresses.
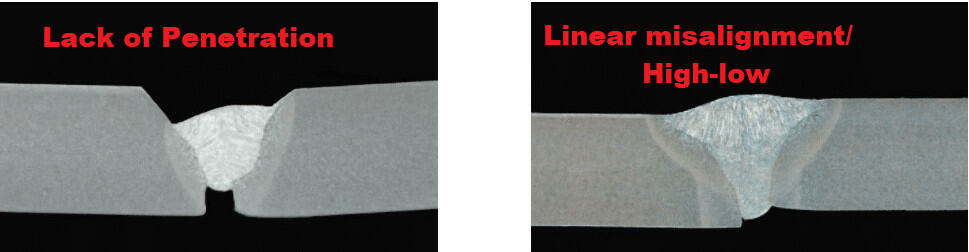
What is a Lack of penetration?
What is a Lack of penetration & How do I recognize them?
The weld seam is insufficient to fill the root of the weld groove. Lack of penetration results in a difference between the actual depth of penetration to the required depth of penetration as per the drawing. In visual appearance, the lack of penetration seems too small to fill the gap between the workpieces.
Causes of Lack of penetration?
The weld seam is not prepared appropriately which can result in a high root face.
The welding heat input is too low.
The arc is too long.
The welding speed is too high.
Use of vertical downhill welding technique.
How to avoid a Lack of penetration?
Enlarge the root opening.
Increase welding heat input.
Shorten the arc length.
Reduce the welding speed.
Use vertical uphill welding technique.
What is Linear misalignment/ High-Low?
What is Linear misalignment/ High-Low& How do I recognize them?
The workpieces are not welded on a straight level but are offset from one another resulting in misalignment or also called high-low as defined in API 1104. Linear misalignment is a welding defect caused due to poor workmanship.
Causes of Linear misalignment/ high-low defect in welding?
Wrong joint fit-up.
Fixing or tacking the workpieces is not sufficient.
You caused a delay in the workpieces when tacking.
Pre-inspect the weld joint before welding to have the right joint fit-up.
Secure the workpieces securely before welding.
Apply the correct weld sequence.
Dimension the tack welds sufficiently.
What is crater Crack/ Crater pore?
What is Crater Crack & How do I recognize them?
In the weld seam, cracks in the crater of the weld seam can be seen where the welding is stopped. An underfill endpoint results in higher shrinkage stresses and can cause pores or crater cracks.
Causes of Crater Crack?
Significant shrinkage occurred as the weld pool solidified.
You have reduced the welding power too quickly.
The end crater is not filled properly.
How to avoid Crater Crack?
Activate the end crater filling function on your welding machine.
Use the back step technique when finishing the crater end.
What are Weld Spatters?
How do I recognize them?
Small splashes of the weld metal can be seen next to the weld seam stick on the weld on the base metal. During welding, using a high arc pressure makes the molten weld metal splash out and stick on the job, resulting in the spatters.
What could be the problem?
You have chosen the wrong welding parameters.
The welding polarity is wrong.
The quality of the filler material is poor.
The shielding gas is insufficient.
What can I do?
Set the correct welding parameters.
Choose the correct polarity.
Check the filler metal.
Check the shielding gas supply & use the correct mixing ratio.
What is an Arc Strike?
How do I recognize them?
Arc strike is weld strikes that are put outside the welding area on the base metal. Arc strikes are undesired in a welding joint as they create localized changes in base metal metallurgy. Once an arc strike on base metal, it induces local heat which dissipates very fast due to rapid heat transfer by adjacent base metal.
This rapid cooling will create a high hardness zone in carbon steel and low alloy steel and they can be the cause of cracking. Other exotic materials such as austenitic or another type of stainless steel- they can reduce the corrosion resistance of the base metal.
What could be the problem?
Welder carelessness.
Loose earthing clamp.
Damaged welding electrode holder insulation.
Damaged earthing & welding holder cables that touch on the job.
What can I do?
Improve welder behavior by training & awareness.
Make sure earthing clamp is in good condition.
Replace damaged electrode holder and cables.
Common Welding Defects Types with pictures
The video above shows various types of welding defects that can occur during arc welding processes on the face side & root side of welding joints. Weld defects or weld imperfections are created due to various reasons associated with the welding process such as deviation in the part geometry, change in welding parameters, inadequate gas shielding, etc.
The welding conditions such as filler wire, base material, surrounding conditions, and equipment have a profound influence on the final welding result and hence they require stringent control in form of welding procedure specification (WPS), qualified welders, welding maps, and welding inspection, etc.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.