What is Visual Testing (VT) or Visual Inspection in NDT?
Visual testing (VT) or also called VT is a surface non-destructive inspection (NDT) method. It is simple, easy to apply, and requires the least tools for the NDT inspection. Just because it is simple and cheap- it should not be ignored or bypassed.
Even though a weldment or raw material is to be inspected by using other testing methods, it must be given a good visual examination at first instance to help to understand the current state of the part or area to be inspected.
Apart from helping in the detection of surface defects, it may be a great help as a guide in other tests. For example- VT of weld bead may aid in deciding upon the angle of incidence of an x-ray beam when examining the weld for cracks not visible at the surface.
Careful and good visual inspection of welds at different stages of their fabrication can detect about 80 to 90% of the defects and flaws that can be found by more expensive NDT methods.
Visual testing is performed for raw materials- forging, casting, weldments- at a different stage such as before, during, & after welding and in-service plant operations- during shutdown in oil & gas.
Visual Testing of Welds
How do you do a Weld Visual inspection?
Weld Visual testing or VT is carried out using natural vision and also with aided tools such as a torch, magnifying glass, and boroscope. Visual Inspection or Visual Testing are carried out before welding, during welding, and after completion of the welding.
Before welding, material or parts are examined visually in order to detect dents, burr, scales, seams or laps, and also dirt or grease and mill scale on fusion faces and edge preparation.
During fit-up parts are checked for the geometry of the edge, and joint preparation. During welding, it is to ensure that the designated welding process is employed and specified welding consumables confirming storage specifications are used along with verifying other requirements such as qualified welders, and qualified WPS is used.
After welding the part is inspected by full visual inspection for external defects that can appear on the surface. Welding inspection carried out using welding gauges is also a part of Visual Testing.
Application of Visual Examination
Examining the surface condition of bought-out parts (e.g. machined parts)& raw material such as plates, forging, casting.
Inspection of finished parts e.g. welded components
Inspection of running equipments, vessels inspection during shutdown.
Ensure reliability and integrity of the parts.
Examination of leak test, and other NDT methods such as penetrant testing or magnetic particle testing.
Tools for Weld Visual Testing (VT)
The equipment required for visual inspection is quite simple but adequate illumination is mandatory. Prior to visual testing, the surface for inspection must be cleaned properly so that all flaws can be revealed if present.
VT tools are required to aid the inspection or examination. So, for a quantitative assessment of parts or material standard visual testing tools are used to aid the visual examination. A brief summary of these VT tools are following:
The eyes! *topmost Important Visual Testing Tool*
Torch- to illuminate the surface when lighting is not adequate.
Magnifying glasses- help to magnify an area in detail.
Measuring tape/ scale- For quantitative assessment of defect or flaw
Fillet weld gauge- For quantitative assessment of weld sizes
Microscopes- To view an area in detail
Computer equipment (remote viewing)
Extension mirror- To view indirect areas for inspection
Illuminated magnifier- To review minutes details
Inspection glass- to aid the VT inspection
Boroscope- For remote VT
Mirrors- To aid indirect inspection.
Visual Inspection Tools
What are the different types of visual inspection? (Visual Testing Techniques):
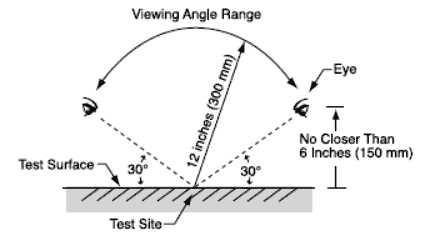
1. Direct Visual Testing: in Direct Visual Testing the eye must be within 24” of the part to be inspected and the line angle shall be more than 30° from the test object surface plane as shown in the below figure.
Direct visual inspection offers natural light wavelength and it is more familiar to the mind compared to indirect visual inspection.
2. Indirect (Remote) Visual Testing: Indirect Visual Testing or also called remote visual inspection involves inspection using inspection aiding devices such as a boroscope, fiber camera, Charged Coupled Device (CCD), digital cameras and monitors, etc. to obtain a direct and unobstructed view of the inspection area.
Stages of Visual Testing Examination
The key to a successful visual inspection is following the correct procedure and having adequate lighting with a direct view of the area to be inspected. In general, the steps for visual inspection are as follows:
Cleaning of obstructions from the part surface: Cleaning of the area to be inspected before the start of the inspection is highly important. A cleared surface offers full access to all present flaws, actual size and appearance of discontinuities so a decision for acceptance or rejection can be made easily.
Adequate lighting: Adequate lighting intensity should be provided either having a part in natural sun light or with aided torch light on the surface to be inspected. The minimum light intensity for visual inspection or visual testing (VT) is100 foot-candle (1076 lux) minimum.
Visual examination & observation: Once the test conditions such as cleanliness and adequate lighting are met- surface visual inspection is carried out and observation is made for any discontinuities if present.
Recording/ reporting of indications: Based on evaluation, the result of visual testing is reported. Recording medias such as image by a camera, hand sketch or video recording is made for later viewing of inspection findings.
For a successful weld visual inspection, a weld visual inspection checklist as given below should be followed:
Review the drawing, procedure, and acceptance criteria before the inspection. Check all the required welding details such as weld sizes, dimensions, and weld symbols are given in the drawing.
Check all the required inspection tools (welding gauges, torchlight, scale, etc.) are available and in perfect condition.
Review additional documents such as WPS, welder certificates, client specifications, etc. are available.
Sufficient lighting is present in the inspection area.
Surface cleanliness is carried out.
Reporting formats are available for recording inspection findings.
Advantages & Limitations of Visual Testing
Advantages of Visual Testing:
Economical NDT method.
Fast and reliable.
Very sensitive for surface flaws.
Versatile NDT method.
Minimum NDT equipment requirements.
Fit for field applications.
Least training requirements.
Limitations of Visual Testing:
Requires good vision.
Prone to human errors.
Not possible to check internal defects.
Recording of results is required.
Inspectors need to be trained for defect identifications.
Special indirect visual inspection tools are very costly.
Jiten Karmakar is an NDT Specialist, holding ASNT NDT Level III and ISO 9712 NDT Level III Qualifications. He is having vast hands-on practical and theoretical experience with all major NDT Methods and technique.




")






