Calculating the preheat temperature for welding involves considering various factors, such as the base material, its thickness, the welding process, and any applicable codes or standards.
This post covers various methods to calculate the preheat temperature for welding which I use to find the right welding preheat temperature for my daily jobs.
Why do you preheat steel before welding?
Preheating steel before welding is done for several reasons, primarily to minimize the risk of potential issues and improve the quality of the weld. Here are the main reasons why preheating is commonly performed:
Prevention of Cold Cracking: Preheating helps to reduce the risk of cold cracking, particularly in high-strength steels and alloys. Cold cracking, also known as hydrogen-induced cracking or delayed cracking, can occur when the weld cools too quickly and undergoes excessive stresses. Preheating raises the temperature of the base metal, reducing the temperature gradient and stress levels during cooling, thus minimizing the likelihood of cold cracking.
Improved Weldability: Certain steel grades, especially those with high carbon content or alloying elements, can be challenging to weld due to their metallurgical properties. Preheating helps to improve the weldability of these materials by reducing their hardness and increasing their ductility. This makes it easier to achieve proper fusion and produce sound welds.
Stress Relief: Preheating can provide stress relief by minimizing the residual stresses that can develop during the welding process. When a weld cools rapidly, it can result in localized areas of high residual stress. Preheating helps to distribute the heat more evenly, allowing for a slower and more controlled cooling process, which reduces the overall level of residual stresses in the welded joint.
Reduced Distortion: Steel has a tendency to undergo thermal expansion and contraction during welding, leading to distortion or warping of the workpiece. Preheating helps to mitigate this distortion by minimizing the temperature differential between the weld zone and the surrounding material. By maintaining a more uniform temperature distribution, preheating can help control and reduce the amount of distortion in the welded structure.
Improved Weld Quality: Preheating can enhance the overall quality of the weld. It promotes better fusion between the base metal and the filler material, resulting in improved weld strength and integrity. Additionally, preheating can reduce the likelihood of defects such as lack of fusion, incomplete penetration, or porosity, ultimately leading to a higher-quality weld.
Preheat Temperature as per ASME B31.1 Welding Code
ASME B31.1 is a code that specifically addresses power piping systems. It provides guidelines for the design, construction, inspection, testing, and operation of power piping systems.
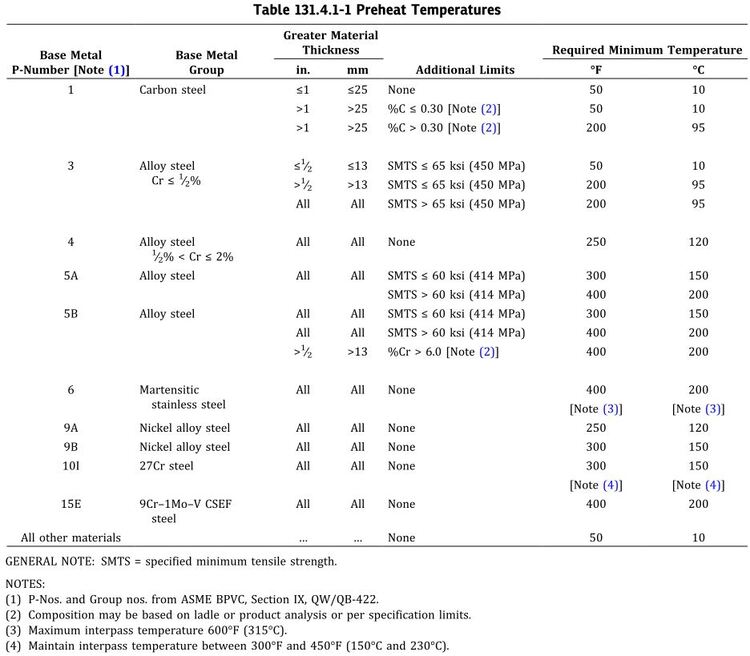
Regarding preheat temperature for welding, ASME B31.1 provides general recommendations and requirements based on the material and thickness being welded in Table 131.4.1-1 Preheat Temperatures.
According to the ASME B31.1 Power Piping Code, Once welding has started, the preheat temperature must be maintained at a minimum until any necessary post-weld heat treatment (PWHT) is carried out for P-Numbers 3, 4, 5A, 5B, 6, and 15E, unless the following conditions are met:
(a) Either a minimum of 3/8 inch (10 mm) thickness of weld is deposited or 25% of the welding groove is filled, whichever is less. In this case, the weldment must be adequately supported to prevent excessive stress if the weldment needs to be moved or loaded. It is important that the surface is smooth and free of sharp discontinuities before it cools.
(b) For materials with P-Numbers 3, 4, and 5A (with a maximum chromium content of 3.0%), the weld is allowed to cool naturally to room temperature.
(c) For materials with P-Number 5B (with a chromium content greater than 3.0%), P-Number 6, and P-Number 15E, the weld must undergo an appropriate intermediate heat treatment with controlled cooling. The preheat temperature can be reduced to a minimum of 200°F (95°C) for root examination purposes without the need for an intermediate heat treatment.
(d) After cooling and before resuming welding, a visual inspection of the weld must be conducted to ensure that no cracks have formed.
(e) The required preheat must be applied before welding recommences.
It is important to note that the above information is derived from the ASEM B31.1 Code and should be referenced from the original document to ensure accuracy and adherence to the specific guidelines of the code.
Preheat Temperature as per ASME B31.3 Welding Code
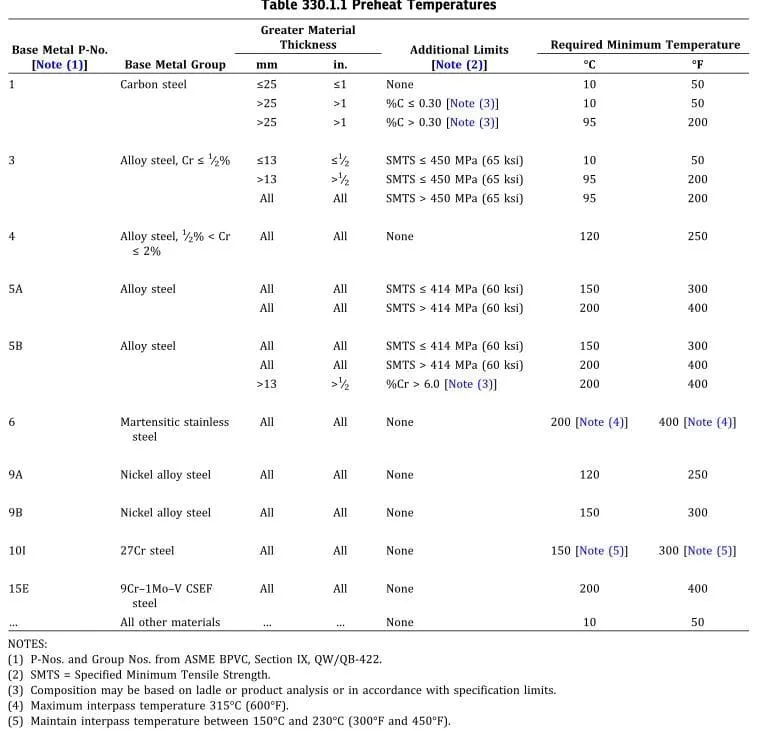
The preheat temperature requirements for welding in the ASME B31.3 code specifically apply to process piping systems. In the below table, you can find the general guidelines regarding preheat temperature as per ASME B31.3.
The preheating criteria mentioned above are applicable to all types of welding, including tack welds, repair welds, and seal welds on threaded joints.
Requirements: Unless otherwise specified in the engineering design, the minimum preheat temperatures for materials with different P-Numbers can be found in Table 330.1.1. The thickness referred to in Table 330.1.1 is the nominal thickness of the thicker component, as defined in paragraph 331.1.3(c). The WPS or engineering design may require higher minimum preheat temperatures.
Unlisted Materials: The preheat requirements for materials not listed in the code need to be specified in the Welding Procedure Specification (WPS).
A helpful feature provided by materialwelding.com is a Welding Preheat Calculator specifically designed for welding applications. This preheat calculator assists welders in determining the appropriate preheat temperature for their welding projects. Preheating is an essential step in welding, particularly when working with certain materials or in specific welding conditions.
The preheat calculator available on materialwelding.com takes into account various factors that influence the preheat temperature, such as the type of base material, material thickness, welding process, and specific welding code requirements.
By inputting these parameters into the calculator, welders can obtain accurate recommendations for the preheat temperature they should apply before initiating the welding process.
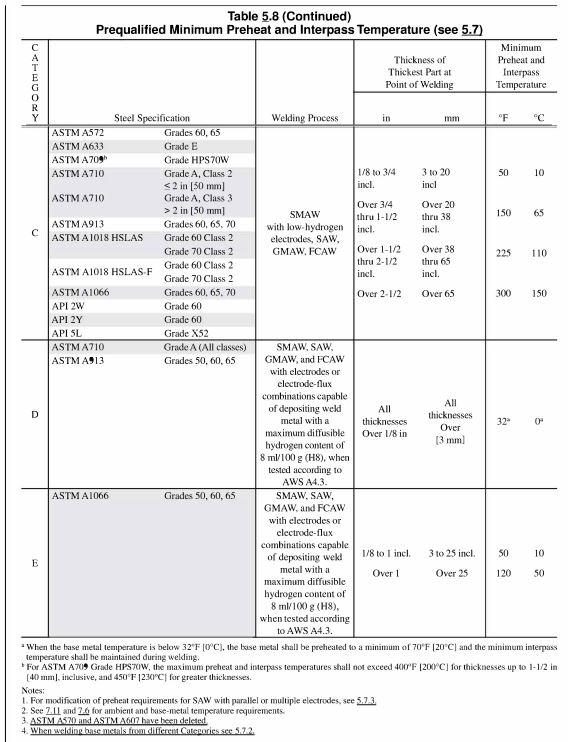
Preheat Temperature as per AWS D1.1 Welding Code
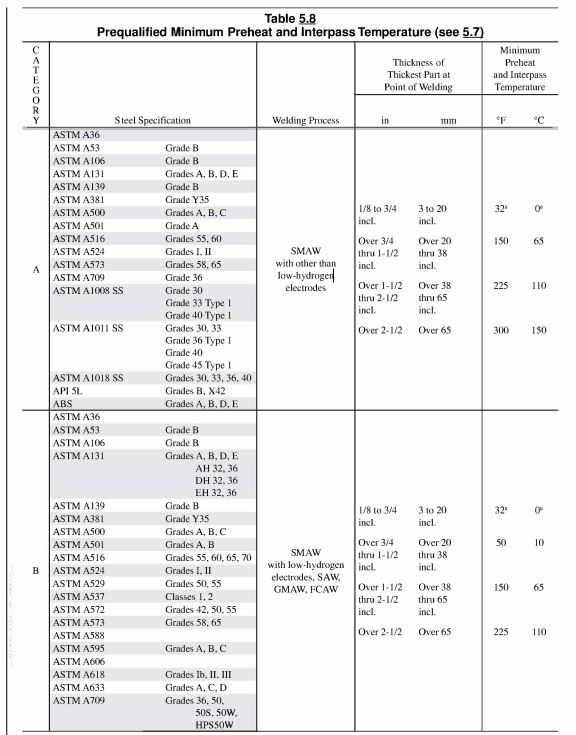
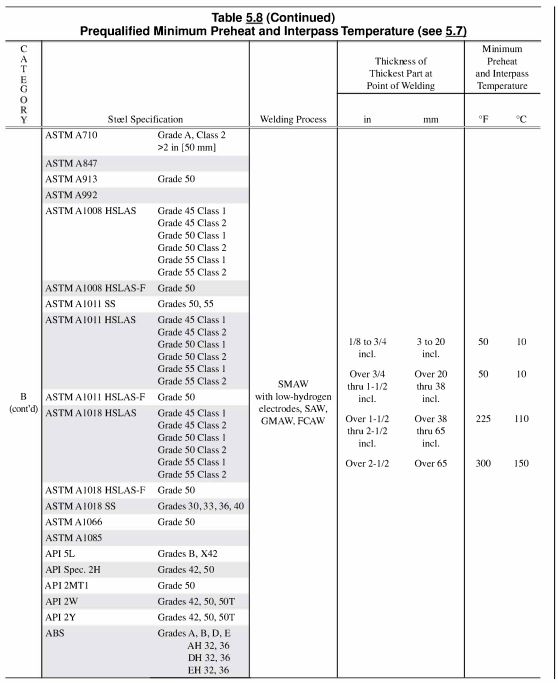
The code specifies that the determination of minimum preheat and interpass temperatures for steels listed in the code should be based on Table 5.8 (given below). This table outlines the minimum preheat temperatures for different categories and thicknesses of base metals.
When joining base metals with different minimum preheats as indicated in Table 5.8, the higher of the minimum preheat temperatures should be applied as the minimum preheat or interpass temperature. This ensures that the joint receives adequate heat treatment during the welding process.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.






 Material: Complete Guide here")

 Steels")
