This article provides important guidelines for Welding ASTM A350 steel grades such as LF1, LF2, LF3, LF 5, LF 6 and LF 9.
ASTM A 350 steel forgings are low alloy steel used for low-temperature services. ASTM A 350 establishes the criteria for carbon and low-alloy steel forgings that can be used in pressure vessels, valves, flanges, fittings, and other piping components.
ASTM A350 Forging Welding P Number & Group Number
The welding P- Number for ASTM A350 material different grades are:
ASTM A350 LF 1: P Number 1, Group No. 1,
ASTM A350 LF 2: P Number 1, Group No. 2,
ASTM A350 LF 3: P Number 9B, Group No. 1,
ASTM A350 LF 5 Cl 1 & Cl 2: P Number 9A, Group No. 1,
ASTM A350 LF 6 Cl. 2: P Number 1, Group No. 3,
ASTM A350 LF 9: P Number 9A, Group No. 1.
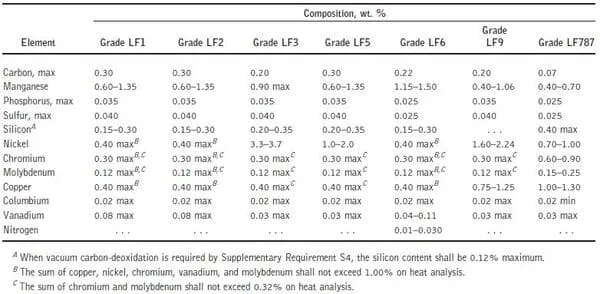
ASTM A350 LF1, LF2, LF3, LF 5, LF 6 and LF 9 Chemical Compositions
The chemical compositions of ASTM A350 LF1, LF2, LF3, LF 5, LF 6 and LF 9 grades are listed in below table:
Post-weld heat treatment (stress relieving PWHT) is carried out at a temperature of 1100F (593C).
Welding ASTM A350 LF2
The A350 LF2 grade steel is a carbon alloy steel, which has been designed to have added strength and corrosion resistance. It is often utilized in low-temperature applications that require optimal toughness and ductility.
A350 LF2 grade welding using Stick welding (SMAW) is carried out with E7018. TIG or MIG welding with ER70S-6 or ER70S-2 wire are the most popular methods for this material.
Generally, a pure argon shielding gas should be used for the TIG welding process, while an Argon Co2 mix (75% argon/25% CO2) is recommended when MIG welding.
The key to the successful welding of ASTM A350 LF2 is using the correct filler materials, joint design, preheat temperature, and other variables based on your application.
Generally speaking, most welds should be performed with low hydrogen electrodes so as not to cause cracking in the finished welds.
Welding ASTM A350 LF3
ASTM A350 LF3 is a 3.5-Ni steel that is primarily used for subzero temperature applications. It can withstand temperatures as low as -101 degrees Celsius (150 degrees Fahrenheit), making it ideal for cryogenic applications.
This type of steel has excellent toughness and is resistant to embrittlement due to sulfur, phosphorus, and other elements in the alloy.
Its good weldability makes it suitable for use in pressure vessels and piping systems that are subjected to extreme temperatures or harsh environments.
Welding of A350 LF3 grades requires special nickel base electrodes. Stick welding or SMAW of 350LF3 grade is carried out using an E8018-C2 (AWS A5.5) welding rod.
A welding preheat temperature of 100-125° C is applied followed by stress relief heat treatment at 625°C.
TIG and MIG welding of ASTM A350LF2 is carried out using an ER80S-Ni3 welding filler wire rod. Metal core wire with classification E80C-Ni3 is also available for welding in the market.
Stick Welding of ASTM A350 LF5 Class 1 or 2 material is carried out using E8016-C1 or E8018-C1. TIG and MIG welding can be carried out with ER80S-Ni1 filler wire rods.
A welding preheat of 100-125° C is sufficient. If the material contains carbon content of more than 0.20%, apply a welding preheat of 150° C.
Welding ASTM A350 LF6
The most common welding techniques used for ASTM A350 LF6 steel are shielded metal arc welding (SMAW) and gas tungsten arc welding (GTAW).
Depending on the application, filler metals should be chosen with an appropriate yield strength for each joint configuration.
It is also important to note that preheating may be necessary for thick sections or when there are large temperature differentials present in order to prevent cracking during cooling after welding.
Generally used welding rods are E8018-G and ER80S-G or ER90S-G filler wires.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.
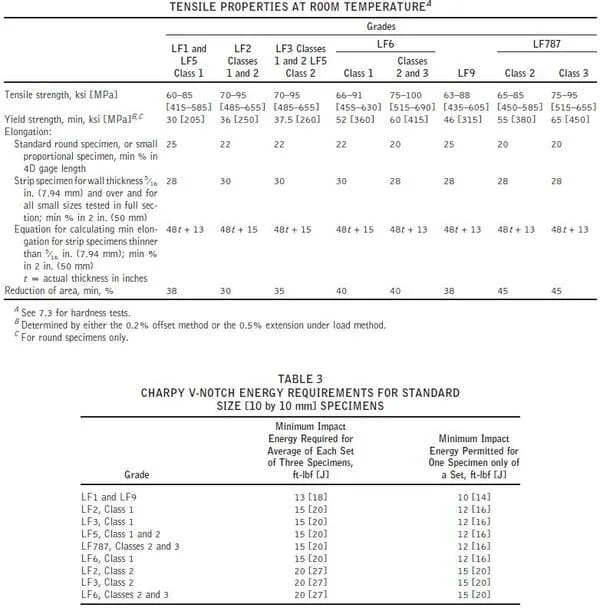



 Class 1 & Class 2 Steel Plate Properties")




")
