Cryogenic service is generally understood to mean service involving temperatures below -50° C. Steels meant for cryogenic service are termed cryogenic steels.
Steels in general lose their toughness as the temperature is lowered, and sometimes register a sharp fall over a narrow temperature zone called the transition range.
Cryogenic steel must have a fracture toughness transition temperature below the intended service temperature. In other words, it must give a minimum Charpy-V impact value of 20 J or 15 ft-lbs. (sometimes more) at service temperature.
Factors that help to lower the transition temperature of steel are:
Minimal carbon,
Deoxidation or thorough killing,
Fine grain size,
Normalizing or quenching and
Tempering, and
Alloying with nickel.
Among these, the last factor is the most effective. With increasing amounts of nickel in the steel, the range of cryogenic service temperature is extended as follows:
Ni content in steel (%)
Lowest service temperature (°C)
2¼ %
-60°C
3½ %
-100°C
5%
-130°C
9%
-196°C
The condition of heat treatment is also important for 3.5 Ni steel. In the hot rolled condition, the steel gives widely scattered impact values.
Normalizing improves the impact strength, mainly through grain refinement. Quenching and tempering is even more effective because in addition to producing a fine grain size, it distributes the carbide particles more favorably in the alloyed matrix.
However, with all the best possible factors, the service applications of Ni steels cannot be extended below -196° C.
For such extremely low temperatures, austenitic Cr-Ni stainless steel (type 304) is ideal, because this material does not show a toughness transition range and maintains superior impact strength down to the lowest testing temperature of -270° C.
This unique property of Cr-Ni austenitic steel is attributable to its face-centered cubic crystalline structure. However, its comparatively low yield strength at room temperature is sometimes a handicap.
Although Al helps to produce a deoxidized (fully killed) and fine-grained steel, residual Al in excess of about 0.05% has an adverse effect on sub-zero fracture toughness. S and P should also be restricted to lower levels than those found in steels for normal service temperatures.
Carbon content is also important. Specifications for nickel steels specify relatively low carbon levels and yet the steelmaker must keep carbon percentage as low as possible while complying with the specified strength levels. For a given steel, impact strength falls as thickness increases.
Severe cold working (more than 3%) can affect toughness, more so if the steel is sensitive to strain hardening.
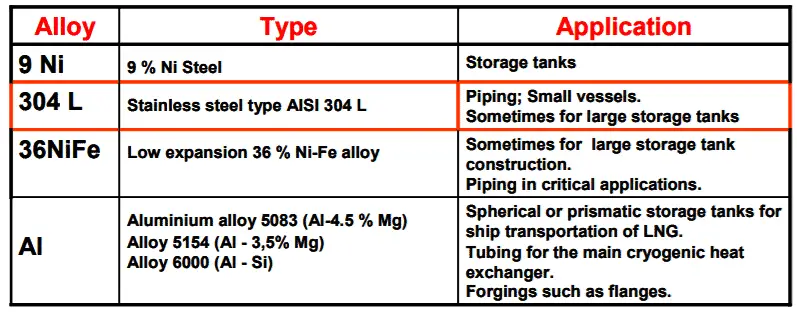
Cryogenic steels are mostly used in the fabrication of containment plants for liquefied gases, in which case the service temperature is the boiling point of the liquefied gas.
2.25% Ni steel (ASTM A203) consists of two grades. Grade A has carbon percentage limits of 0.17, 0.20 and 0.23 for plate thicknesses of up to 51 mm, over 51 to 102 mm, and over 102 mm respectively.
Grade B has maximum carbon levels of 0.21, 0.24 and 0.25% for the same plate ranges. Grade B has higher strength levels and is naturally more difficult to weld than Grade A. The steel is normally supplied in a normalized state.
It is widely used for storing and transporting of liquid butane and propane. Voluminous cargo tanks have been built into ocean-going ships to transport these materials.
Welding Filler electrodes for 2.25% Ni steel Welding
2.25% Ni steel (ASTM A203) is welded with electrodes of AWS class E8016-C1 or E8018-C1 which deposit
approximately 2.5% Ni steel, using preheat temperature of 100-125° C. If the carbon level is above 0.20% or the joint is heavily restrained, a 150° C preheat is advisable.
The standard codes usually demand that welded pressure vessels or pressure piping’s for cryogenic service be stress-relieved at about 625° C.
Welding 3.5% Ni steel (ASTM A203/A300)
3.5% Ni steel (ASTM A203/300): This steel has also two grades D and E, the latter having higher carbon levels for different thicknesses.
It is usually supplied in the normalized condition, though further improvement in toughness can be obtained by tempering after normalizing or tempering after quenching.
Welding Filler electrodes for 3.5% Ni steel Welding
The steel is welded with electrodes of AWS class E8016-C2 or E8018-C2 using preheat in the temperature range of 100-125° C. The weldment has to be stress-relieved at about 625°C.
As mentioned earlier, the 3.5% Ni steel has been found suitable for service temperatures down to -100°C.
In order to ensure its suitability for handling liquefied ethylene, which has a boiling point of -105°C and is used increasingly in the manufacture of plastics, it is being subjected to quenching and tempering, which shifts the transition temperature of the steel to below -105°C.
However, improvement in the E80XX-C2 class electrode to match this toughness level has not been possible, and the specification AWS A5.5 still specifies for the weld deposit minimum impact value 27 J (20 ft-lb) at -73° C. For the present, for liquid ethylene service a stainless steel (E309) or an Inconel electrode is considered more suitable.
To obtain adequate toughness in submerged-arc welding, the practice has been to use a special 3.0% Ni-1% Mn-0.25% Mo wire and multi-pass welding technique with relatively low heat input rate. MIG welding with the same wire, but containing additional Al has been quite successful.
Welding 5% Ni steel (ASTM A645)
5% Ni steel (ASTM A645): This steel was first introduced in Europe for service applications down to-130° C, but did not gain acceptance in the U.S.A., presumably because it did not offer sufficient advantage over the 3.5% Ni steel to justify its higher cost.
Also, a matching filler metal of 5% Ni was found to be unsuitable, as the weld-metal was seriously prone to cracking.
Hence austenitic stainless steel or nickel-base electrodes had to be used, whose weld deposit has comparatively lower strength at room temperature.
Recently the steel has been upgraded to make it suitable for service temperatures down to -162° C, so that it can be used for handling liquefied natural gas (LNG).
A typical steel is Armco cryonic 5. It is essentially a low-carbon, 5% Ni steel with addition of approximately 0.25% Mo. Mn and Si are normal for alloy steels, but P and S are kept at low levels to ensure maximum notch toughness.
The key feature of cryonic 5 is a new three-step heat treatment that produces the excellent combination of properties. This treatment involves conventional quenching, tempering, and reversion annealing.
These latter two treatments involve heating to specific temperature ranges in the two-phase (a+) region and cooling therefrom at specific rates.
They refine the microstructure by controlling the amount of stable austenite, ferrite, and low-carbon tempered martensite. This structure accounts for the combination of high strength, ductility, and exceptional notch toughness.
Welding Filler electrodes for 5% Ni steel Welding
The steel is welded with filler metals and welding procedures, which have been found suitable for 9% Ni steel (for example, Inconel 92 filler metal conforming to AWS class ERNICrFe-b for MIG welding or electrode Inco-Weld B of AWS class ENiCrFe-4 for manual welding).
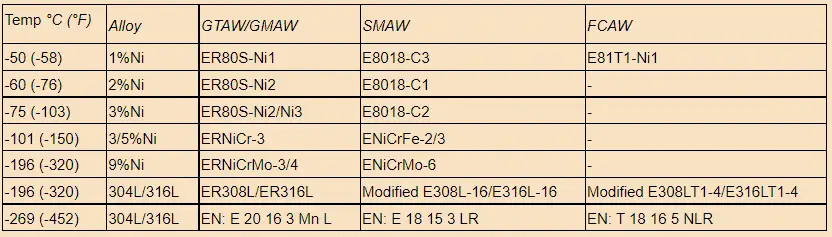
A list of welding electrodes used for different cryogenic steels are given in the below table.
Welding 9% Ni steel (ASTM A353/A553)
9% Ni steel (ASTM A353/A553) or A353 refers to the steel supplied in the double normalized and tempered condition and A553 to that supplied in the quenched and tempered condition.
Both grades show extremely good notch toughness at -196° C, but A553 has a higher yield strength (85 ksi or 585 N/mm² minimum) as compared to A353 (75 ksi or 515 N/mm² minimum). Both have the tensile strength range of 100-120 ksi (690-825 N/mm²) and require identical welding procedures.
Normally no preheat is required but as plate thickness increases and joint restraint becomes more severe, it is advisable to preheat in the temperature range of 100-200°C to prevent cracking.
Welding Filler electrodes for 9% Ni steel Welding
9% Ni steel electrodes are not suitable, because they deposit weld-metal of inadequate toughness which is prone to severe cracking. Electrodes of the E310 class (25 Cr/20 Ni stainless steel type) give adequate weld-metal toughness at -196°C, but the tensile strength is much lower.
Nickel alloy electrodes of AWS class ENiCrFe2 or ENiCrFe3 (for example, Incoweld ‘A’ or Inconel 182) are a better choice, because the weld-metal deposited by these electrodes has approximately 95% joint strength efficiency, besides good notch toughness at -196° C.
MIG welding can be satisfactorily carried out using Ni-alloy wires of AWS class ERNICr-3 or ERNICr-6. Ferritic steel wires of matching chemistry have also been found suitable for MIG welding in Japan, provided Ni content is raised to about 10.5% and levels of S and P are maintained very low in the parent plates (each below 0.015%) and in traces in the weld deposit (each below 0.006%).
For submerged-arc welding, a 65% Ni-27% Mo wire used in combination with a basic flux has been found suitable.
Recently submerged-arc wire of modified chemistry (75% Ni-20% Mo-3% W) has been developed in Japan, which in combination with low silica agglomerated flux, is claimed to deposit weld-metal of adequate strength and toughness, matching the parent metal.
A manual electrode of a somewhat similar composition has also been developed. 9% Ni steel fabrications are used in the as-welded condition without postheat treatment even for service at -196° C.
Whereas the hardness of 9% Ni steel in the tempered condition is in the range of C-22 to C-26 Rockwell, it increases to approximately C-38 to C-40 at a point about 1 mm from the fusion line in the HAZ.
Despite this increase in hardness, there is no marked decrease of toughness in the HAZ. Some fabricators insist on restricting the carbon in the parent plate to 0.08% maximum so that the HAZ hardness does not exceed C-36.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.





 Testing")





