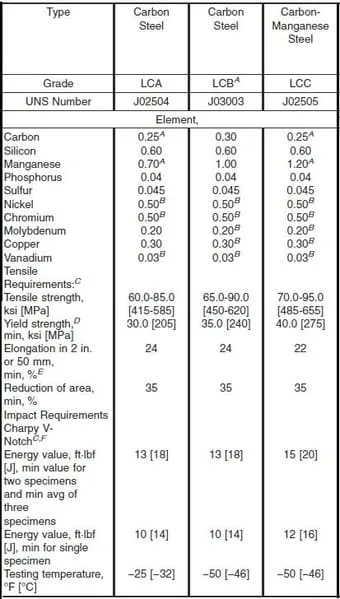
Chemical compositions, yield, tensile strength and toughness for Grade LCA, LCB and LCC are given in the below table. (Reference ASTM A352 specification).
ASTM A352 LCA, LCB, LCC Mechanical Properties
The tensile strength of ASTM A352 LCA is 60- 85 Ksi (415- 585 MPA). Grade LCB tensile strength is 65- 90 Ksi (450- 620 MPA) and grade LCC tensile strength is 70- 95 Ksi (485- 655 MPA).
Refer table above for complete mechanical properties for Grade LCA, LCB and LCC as required by ASTM A 352 specification.
ASTM A352 LCA, LCB, LCC Welding Procedure
The welding of ASTM A352 grade LCA, LCB and LCC can be carried out using stick welding (SMAW), TIG and MIG welding as well using flux core and SAW process.
For stick welding grade LCA, LCB and LCC, you can use E7018-1 welding rod. E7018-1 is a carbon steel electrode as per AWS A5.1 specification with improved weld toughness properties.
For TIG and MIG welding for LCA, LCB and LCC, you can use ER70S-2 filler wire rod. ER70S-2 is triple deoxidizer welding wire with high weld deposit toughness.
Although, for welding of grade LCC, it is recommended to use ER80S-Ni or E8018-C1 stick welding rod. These filler rods are with added nickel for higher weld metal toughness.
Welding Preheat for ASTM A352 LCA, LCB, LCC
Welding of ASTM A352 Grade LCA, LCB, and LCC can be welded without any welding preheat.
Although, when welding at sub-zero temperature or in cold weather, apply a minimum welding preheat temperature of 50°F (10°C).
Welding interpass temperature should be kept below 500°F (260°C).
PWHT for ASTM A352 LCA, LCB, LCC Welding
Heat treatment is generally not required for carbon steel casting grades such as LCA, LCB and LCC.
In case of major casting repair, you can perform a PWHT at a temperature of 600 °C for 1 hour duration to relieve the residual stresses.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.






 Class 1 & Class 2 Steel Plate Properties")





