SS904L stainless steel is an austenitic stainless steel material used for high corrosion resistance applications in oil & gas, power plants, fertilizers plants and chemical plants. SS904L is a non-stabilized grade like SS316L.
Compare to SS304, 310 or 316L, SS904L contains high chromium, nickel and molybdenum. This gives higher resistance to 904L for chloride stress corrosion cracking and pitting corrosion compare to other standard stainless steel grades such as 316, 321, etc.
Copper is added to 904L to provide resistance against hot phosphoric acid and sulfuric acid corrosion.
The surface finish of the 904L grade is much higher compared to other stainless steel grades and due to this reason, SS904L is widely used in watches. even Rolex use SS904L material for their luxury watches.
Welding UNS number & P Number
The UNS Number for SS904L is UNS N08904. The P Number for 904L is P 45.
SS904L vs SS 316
Both SS 904L and SS 316L are austenitic stainless steel materials. But we can consider SS904L as super austenitic stainless steel due to its higher alloying chemistry such as high nickel, chromium, molybdenum, and the addition of copper for various corrosion resistance purposes.
The nominal composition of 904L is 44Fe–25Ni–21Cr–Mo (Also given in the table below) while the nominal composition of SS316L is 16Cr–12Ni–2Mo.
So, there is less chromium, less nickel, less molybdenum, and no copper in 316L material.
Material specification, chemical and mechanical properties
SS904L material specification are ASTM A 182, ASTM A 240, ASTM A249, ASTM A 312, ASTM A403 and ASTM A479. 904L grade is available as pipe, tube, plate, strip, and wrought piping fitting.
EN/ ISO equivalent material of 904L grade is X1NiCrMoCuN25-20-5 (1.4539).
The density of SS904L is 0.287 lb/in3 (7.95 g/cm3). Being an austenitic stainless steel, SS904L is a non-magnetic alloy material.
The tensile strength of SS904L is 71 Ksi (490 MPa), Yield strength is 31 Ksi (220 MPa) and percentage elongation is 35. The hardness of 904L is 70- 90 HRB.
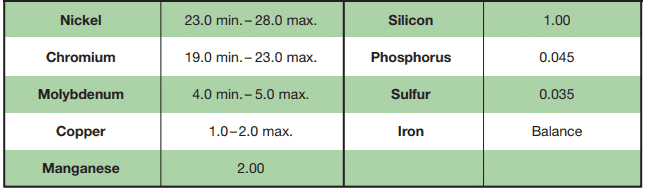
The chemical properties of SS904L are given in the below table:
Welding of SS904L
Stick Welding or SMAW welding of SS904L is carried out with E385-17/ E385-16 or E385-15 type welding electrode supplied as per SFA No. A5.4. E385 rod gives a weld deposit having the same metallurgy as SS904L material.
TIG (GTAW) or MIG- MAG (GMAW) welding of SS904L is carried out with ER385 type filler wire.
During welding, heat input must be kept on the lower side to ensure welds are free from hot cracking. Pure argon gas is used for shielding and purging when welding SS904L.
Welding of SS904L to carbon steel can be made using E309L/ ER309L or ENiCrFe-3. No special precautions are required.
Preheat, interpass & PWHT of SS904L
Preheating is not required for welding SS904L material. Interpass temperature must be controlled to ensure corrosion resistance remains in good condition along with avoiding the hot cracking during welding.
The maximum Interpass temperature during welding shall be 350 °F (175 °C).
A controlled interpass temperature help to maintain the material toughness, corrosion resistance, and resistance to hot cracking which can occur during welding.
Post weld heat treatment (PWHT) is also not required for SS904L material.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.