AISI 8620 steel is a low alloy-medium carbon steel, alloyed with Nickel, chromium and molybdenum used for application requires high strength and toughness. 8620 is used for gear & shaft are usually case hardened to provide improved wear resistance.
Due to higher carbon percentage with addition of austenitic stabilizers, AISI 8620 response very good to heat treatment which are mainly used for increasing the hardness of this alloy.
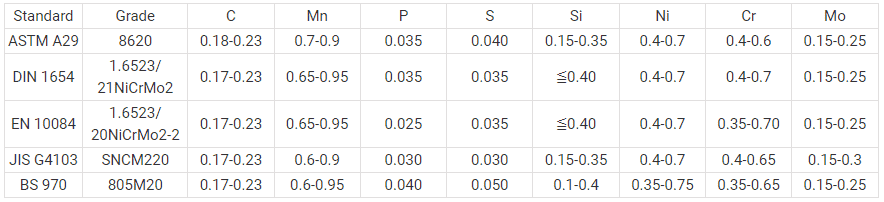
Chemical and mechanical properties of AISI 8620
The UNS number of AISI 8620 is G86200. The ASME P number for AISI 8620 is P No. 3, Group No. 3.
ASTM equivalent of AISI 8620 is ASTM A 108 grade material. This is a pressure grade bar material.
The carbon percentage of AISI 8620 is 0.18 to 0.23%, Nickel 0.4-0.6%, Chromium 0.4 to 0.6 & molybdenum 0.15 to 0.25%. AISI 8620 equivalent materials are 21NiCrMo2, 805M20 & SNCM220.
Yield strength of AISI 8620 is 385 N/mm2 (56Ksi) and tensile strength is 530 N/mm2 (77Ksi).
AISI 8620 vs 4140
AISI 8620 (ASTM A108) is an alloy of Ni, Cr & Mo with medium carbon range while AISI 4140 is a high carbon steel alloyed with Cr & Mo only.
AISI 8620 has moderate weldability and can be welded without much concerns when proper practices are implemented.
Welding of 8620 in annealed condition is much easier compared to welding in case hardened conditions. The welding electrode selection is based on the weld metal strength requirements.
Stick/ SMAW Welding of AISI 8620
Stick welding or SMAW welding of AISI 8620 is carried out using E9018-G or E9018-M (AWS SFA 5.5).
Post weld heat treatment (PWHT) if required shall be carried out at 1150 to 1200 ºF. Holding time is usually 1 hour per inch of the material thickness.
TIG and MIG Welding of AISI 8620 is done using ER90S-G type filler wire.
How to Weld AISI8620 to Mild Steel, A36 and A1018
Stick or SMAW Welding of AISI 8620 to mild steel grades or carbon steel grades such as ASTM A36, ASTM A106 Grade 1018 shall be carried out using E9018-G. E9018-M (AWS SFA 5.5).
E7018 type welding electrode can also be used for welding 8620 material with carbon steel without any problem.
Preheating is necessary only for 8620 material and no preheating is required for carbon steel material.
Stick Welding of AISI8620 to AISI 4140 can be done using E9018-G or ER90S-G type rod. Low hydrogen electrodes must be baked prior to use.
After welding, cover the welding with Kaowool to allow slow cooling and help to control the weld hardness.
How to Weldcase hardened 8620 steel
Welding of case hardened AISI 8620 require high care as the hardened area has high carbon and hard microstructure which is prone to weld cracking.
If welding is required, preheat the area to higher temperature around 500ºF and maintain the preheat during the welding process.
Use E9018-G electrode for welding. If crack persists, use E7018 type rod that is having softer weld metal compare to E9018-G rod. After welding, cover the part under Kaowool to allow slow cooling.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.







 Material Properties")
 Material: Complete Guide here")
