TIG Welding Polarity
TIG Welding is a versatile and high-quality manual welding process although the weld quality such as welding penetration & travel speed dependent on the right TIG welding polarity.
TIG welding polarities are generally Direct current (DC) and Alternating Current (DC). With DC, mostly DCEN or also called Straight Polarity is used in TIG Welding.
To learn about TIG Welding Theory in-depth check out this article on TIG Welding Process.
Straight Polarity gives deeper weld penetration and fast travel speed during welding. DCEN is also beneficial for longer tungsten electrode life.
Alternating current or AC Polarity is good for welding metals having oxide layers such as Aluminum and Magnesium welding.
What Polarity is TIG Welding?
Many welders looking for answers to know what polarity is TIG Welding. You may notice that most of TIG welding is carried out using DCEN Polarity. This polarity is also called electrode negative polarity or straight polarity.
Watch this YouTube Video on Types of Welding Polarity.
In this polarity, the welder connects the workpiece to the positive terminal and tig welding torch to the negative terminal, hence called Direct current electrode negative polarity.
DCEN polarity is used in TIG welding for welding carbon steel, stainless steel, copper, and many other materials.
Cathodic Cleaning action in AC TIG Welding
AC TIG welding polarity is used when welding metals having outer oxide layers such as Magnesium and Aluminum.
AC helps to provide cleaning action by cathodic cleaning to remove the oxide layer without grinding.

During the positive phase of AC polarity, oxide layer removal takes place by metal ions transfer by sputtering action.
A cleaned oxide-free surface provides excellent weld penetration and aesthetic weld appearance.
Polarity for TIG Welding
The main welding polarity for TIG Welding is Direct current and Alternating Current. In Direct Current there are two polarity- DCEN and DCEP. The following are the main polarity for TIG Welding:
- DCEN (Also called Straight Polarity)
- DCEP (Also called Reverse Polarity)
- AC Polarity
- Pulse polarity
Is the TIG electrode positive or negative?
TIG electrode is kept as negative. As we know electrons move from the cathode (negative) to the anode (positive) and when electrodes strike at the cathode it generates heat.
Using a Tungsten electrode positive (DCEP polarity), there will be a higher concentration of heat on the electrode and thus it will erode faster. To manage this heat higher diameter rod is required.
Due to this reason, DCEP polarity is seldom used in TIG Welding. The main TIG welding polarity is DCEN as it provides longer tungsten life, deeper welding penetration as more heat is concentrated on the job, and increased travel speed due to higher melting.
DC TIG Polarity
With Direct current DC TIG polarity, the tungsten electrode (TIG welding torch) can be connected to either a positive terminal or a negative terminal.
Based on the connection as stated there can be two types of DC TIG Polarity:
- Direct Current Electrode Negative or DCEN
- Direct Current Electrode Positive or DCEP
The arrangement of connections in DCEP and DCEN polarity is shown in the below figure.

TIG Welding Polarity Chart
TIG Welding Polarity chart for welding various metals is given below:
- DCEN Polarity: For carbon steel, stainless steel, Copper and its alloys
- DCEP Polarity: Not used.
- AC Polarity: For welding aluminum and magnesium alloys.
Aluminum TIG Welding settings chart
Aluminum is a soft metal but with an inherent oxide layer that requires precleaning to have sound welding.
For your help, welding with AC TIG provides self-oxide cleaning action as explained earlier in this article and hence you don’t need to spend efforts to clean the oxide layer.
For sound and quality, TIG aluminum weld selection of the right TIG welding settings is important. The below chart provides a piece of basic information for Aluminum TIG welding settings.

TIG Welding Steel Polarity
When TIG Welding Steel Polarity is kept to DCEN or electrode negative. DCEN polarity when welding steel will provide deeper weld penetration, longer tungsten electrode life and clean welds.
Is TIG welding dc positive or negative?
TIG welding is DC Negative i.e., the electrode is connected to the negative terminal of the welding machine. The arrangement is called DCEN polarity.
TIG Welding Stainless Steel Polarity
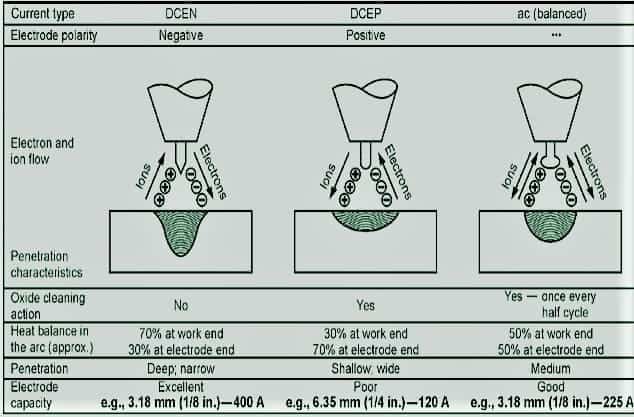
When welding stainless steel by TIG welding, DCEN polarity is used. With DCEN polarity around 70% heat is concentrated on the workpiece and 30% heat on the tungsten electrode.
This gives deep penetration and clean welds for stainless steel materials.
AC TIG Welding Polarity
In AC TIG welding polarity, the polarity has periodic reversal from DCEP to DCEN and vice versa. AC Polarity is the combination of both DCEP and DCEN polarity.

During welding, it exhibits both polarity and their combined effect.
AC TIG welding polarity offers:
- Oxide cleaning action,
- Medium weld penetration,
- Good electrode current carrying capacity.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.