What is the Importance of Shielding Gases in Welding?
Welding Shielding gases are vital for welding as they protect the molten weld from oxidation and contamination & help to achieve a sound weld. In general, we study basic information about shielding gases.
In this post, I have dug deeper for a detailed insight into the important properties of the shielding gases that affect and influence the welding output in gas shielded arc welding processes.
The following are the main properties of the shielding gases:
What is the Ionization Potential for Welding Shielding Gases?
The ionization potential (measured in electron volts (eV) or kJ/mol) for a shielding gas is the voltage required to remove an electron from an atom from the shielding gas and convert that removed atom to an ion. In simple words, its tells, how easily the shielding gas can form electrically conducting Plasma?
Arc stability & arc ignition are highly dependent on the ionization potential of the shielding gas in the welding arc. E.g, an argon shield has a much better arc ignition and smoother arc than helium shielding due to the low ionization potential of argon.
Usually, the higher the ionization potential of the shielding gas, the hotter the welding arc be. This is due to the reason that ionized particles return to the job surface and release higher ionization energy. Also, as the ionization potential increase, it requires higher voltage to ignite the arc. The higher arc voltage of helium produces a stronger arc with high heat input, creating a weld with more penetration.
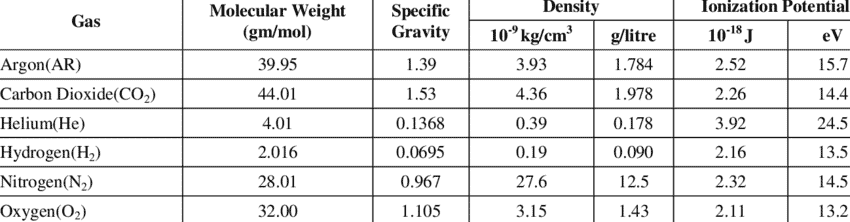
Below, a table of the ionization potential of shielding gases is given. The ionization potential for argon is 15.7 eV, Hydrogen 13.5, Helium 24.5eV, Nitrogen 14.51, Carbon dioxide 14.4, oxygen 13.2. This is why argon requires a lower voltage than helium during welding.
What is the Dew Point for Welding Shielding Gases?
The dew point of the shield gas should be very low. The dew point of a gas is the temperature at which the moisture in the gas condenses as water vapor.
Welding shield gas must be very dry (low dew point) as the moisture (water) in the gas is converted to hydrogen and oxygen as it passes in the welding arc (2H2O = 2H2 + O2). Moisture leads to the porosity of the weld metal. The dew point of the shielding gas must be 104°F or 40°C or less.
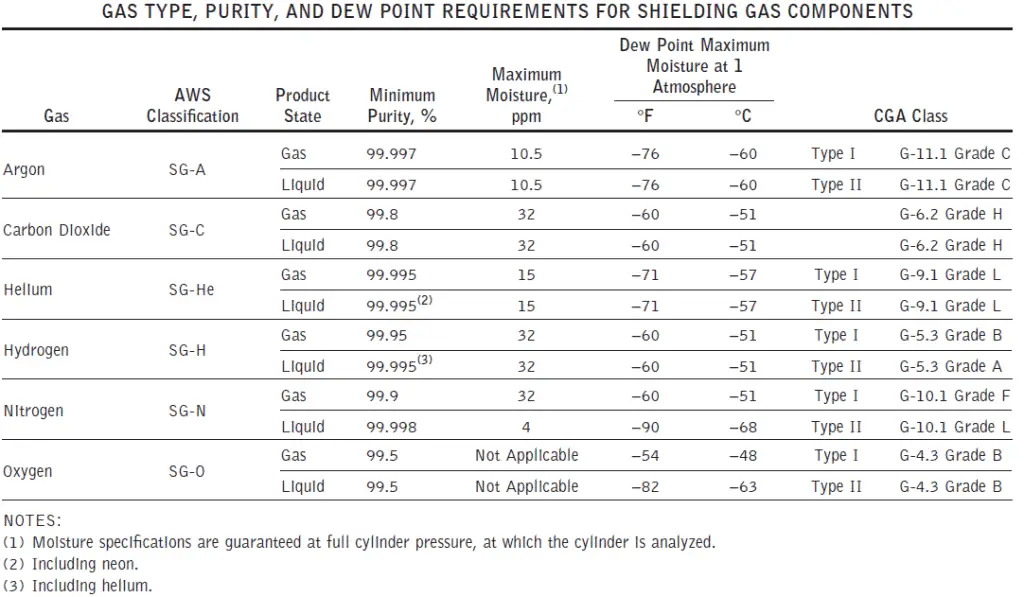
The minimum gas purity, maximum moisture, and maximum dew point at 1 atmospheric pressure are shown in the below table. For Argon gas a welding shielding gas, the minimum purity level is 99.997, CO2 99.8, helium 99.995.
Reference: AWS A 5.32
Determining the Dew Point for Welding Shielding Gas
For checking the dew point for a given shielding gas, ample gas is taken directly from the individual gas cylinder, gas vessel, or gas outlet point.
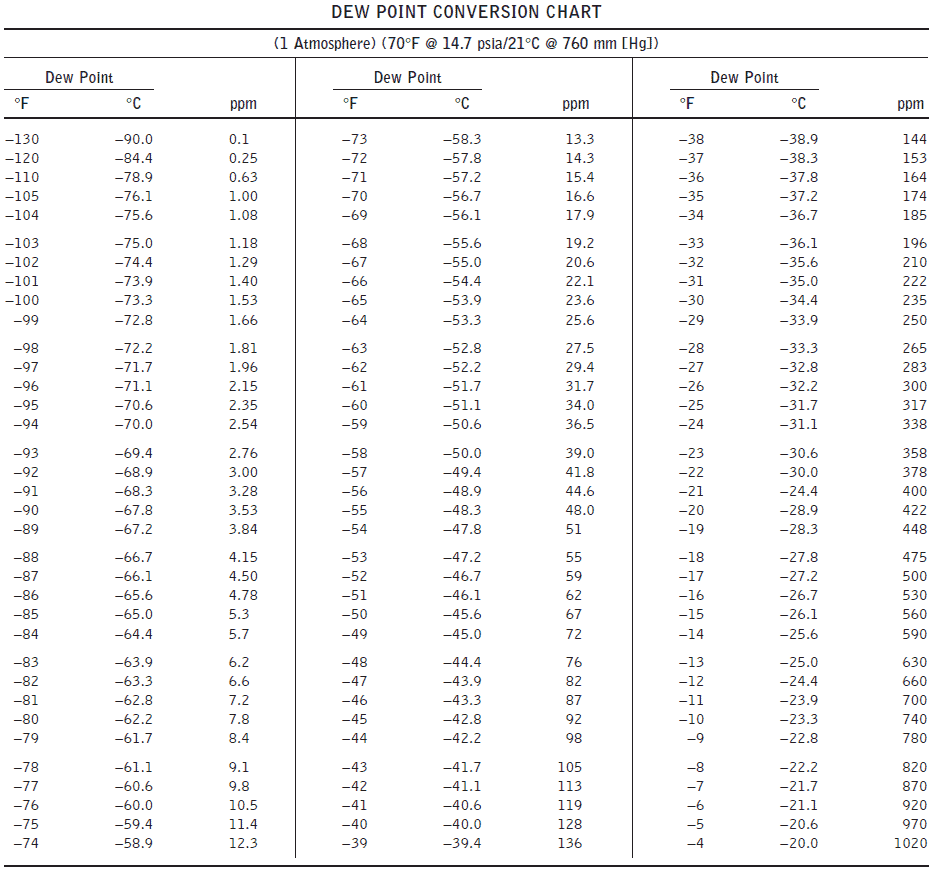
The units of Dew point are in °F at one-atmosphere pressure (i.e. 14.7 psia), (°C at 760 mm of mercury), or in part per millions (ppm). The Dew Point Conversion Chart, shown in the below table to convert dew point data to or from °F, °C, or ppm. The dew point test results need to meet at minimum as required in the below table.
Thermal Conductivity for Welding Shielding Gases
The thermal conductivity of gas means its ability to conduct heat during welding. A gas with good thermal conductivity improves the thermal conductivity of the work. The thermal conductivity of the shielding gas affects the shape of the weld bead, defines the depth of weld penetration.
Helium offers excellent thermal conductivity in welding. In TIG or MIG welding with helium, the arc disperses the heat in the weld pool and produces a wider and smooth weld bead appearance.
Argon, on the other hand, has a low thermal conductivity, which narrows the arc column and thus gives a wine glass shape weld penetration profile. The thermal conductivity of carbon dioxide lies between argon and helium, which creates a good weld bead between the two gases but high weld spatters.
Specific gravity of Welding Shielding Gases
The specific gravity of the shielding gas depends on the velocity required to generate an effective gas shielded arc and is also affected by the specific density of the protective gas.
The lower the density of the shielding gas, the higher the gas flow rate required to produce an effective gas shielding.
For example, the flow rates of helium and hydrogen as gas shielding need to be significantly higher than argon for welding.
Welding Shielding Gases Density
Gas density is the weight per unit volume of gas. Heavier shielding gases such as CO2 or argon produce better coverage than low-density gases (For example Helium), as well as lighter gases, require more gas flow rate because they will easily get dispersed in the atmosphere due to low density.
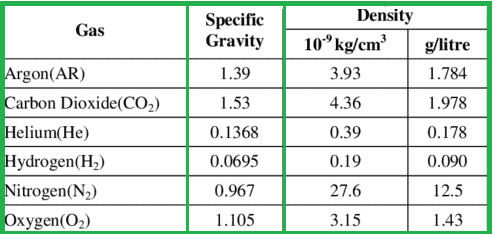
Argon gas is 1.5 times heavier than air and 10.5 times heavier than helium, so it requires a flow rate of 1.5 times that of helium, but the purpose in the welding is the same. The density of important welding shielding gases is shown in the above table.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.





")


