If one has to select the most commonly used MIG Welding gases in welding, then any person involved in welding will name:
Carbon dioxide,
Argon,
Helium and
Oxygen.
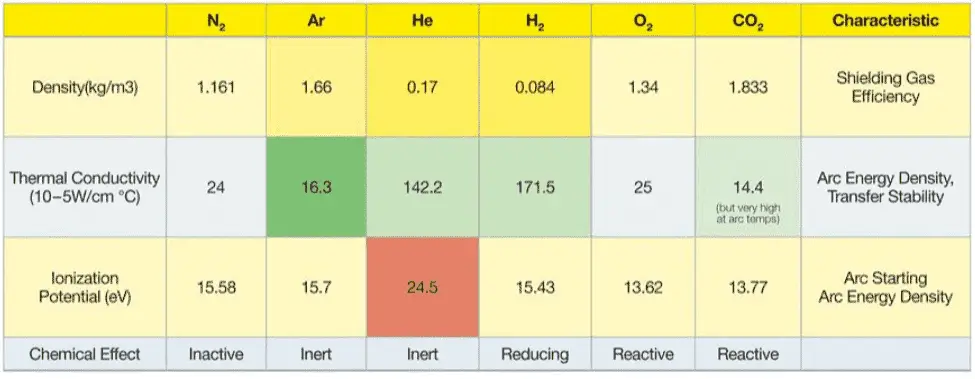
Each type of welding gas has its specific characteristics (Density, inert or reactive, ionization potential) and production-related factors such as cost, available labor, and the weld properties desired — all of these factors to be considered when selecting which shielding gas is best for a given welding application.
Click here to read to know the various shielding gases used in Welding & their purposes.
Why do we need shielding in welding & role of Welding gas in Welding?
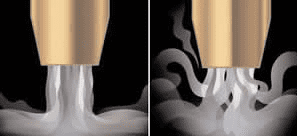
The main purpose of a welding gas is to save the liquid weld metal from oxidation (affecting mechanical and corrosion properties of the stainless steel) and other gases such as nitrogen & hydrogen absorption (cause porosity), and arc stabilization by providing an ionization path.
The selection of welding shielding gas to be used also affects welding arc properties such as type of metal transfer mode, penetration depth, and profile, etc.
Shielding gas in welding is also responsible to define the profile of weld penetration & its depth, maintain arc stability, and also affecting the welding mechanical properties.
The metal transfer mode is affected by the shielding gas and these transfer modes affect in turn the amount of weld deposit and welding quality.
Apart from that, shielding gases provide and influence the weld bead profile, weld fluidity, and weld metal properties such as toughness and tensile/yield strength.
MIG-MAG Welding Gases are given in the below chart.
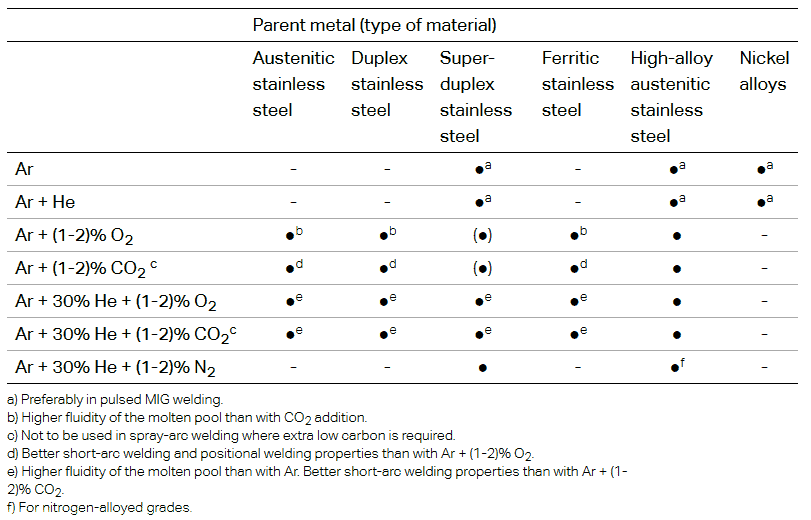
Shielding gases for MIG/ FCAW welding
The primary welding gas for GMAW welding stainless-steel & duplex steel is inert gases such as argon (Ar) or helium (He), or a mixture of both depending on the purpose.
During welding of stainless steel or Duplex Stainless steel with MIG & FCAW welding, CO2 shielding must not be used as there can be Carbon pick-up from the gas to the weld deposit. If used, such as in the case of Low carbon grades of stainless steel materials, the maximum limit is 3%.
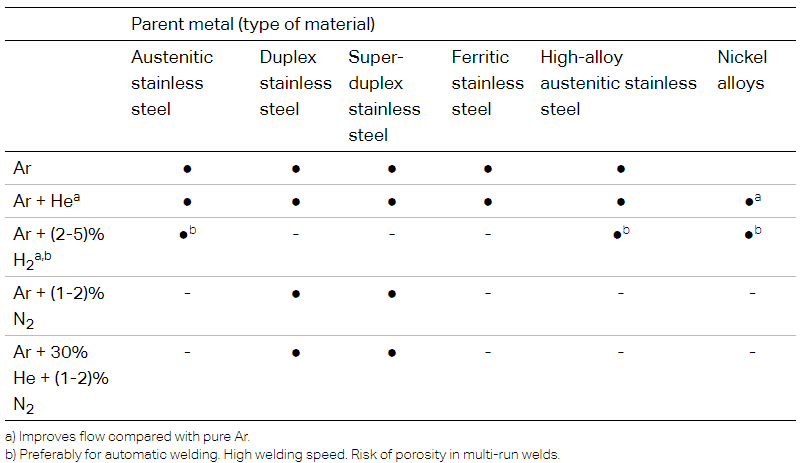
There are more shielding gases & their mixtures used for stainless steel TIG welding than for steel, although not all of them suit all metals or alloys for example hydrogen-containing shielding gas mixtures are only usable for austenitic stainless steel & can not be utilize with ferritic & martensitic types.
Similarly, Nitrogen mixed shielding gases can not be used for carbon steel & low alloy steel but are widely used for duplex types of stainless steel.
Argon is the primary shielding gas for GTAW or helium (Both are inert gas), or a mixture. A few times, Hydrogen or nitrogen gases are added to enhance welding productivity/ properties.
For example, hydrogen is added with argon for welding stainless steel to increase the melting rate & hence increase productivity. Nitrogen being an austenitic stabilizer is added to the shielding gas when welding duplex stainless steel to promote the austenitic phase in the weldment.
For welding of Ferritic stainless steel and duplex stainless steel shielding gases containing hydrogen must not be used as they will promote hydrogen cracking.
Oxidizing gas additions (oxygen, CO2) are not utilized in TIG welding as they will damage the tungsten rod by oxidizing the tungsten and can also cause tungsten inclusion in the welding, a defect seen as a white spot in the RT film.
Click here to Learn How to weld stainless steel, stainless steel to carbon steel.
The table below shows the various shielding gases and their properties such as density, thermal conductivity, ionization potential, and chemical reactions.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.