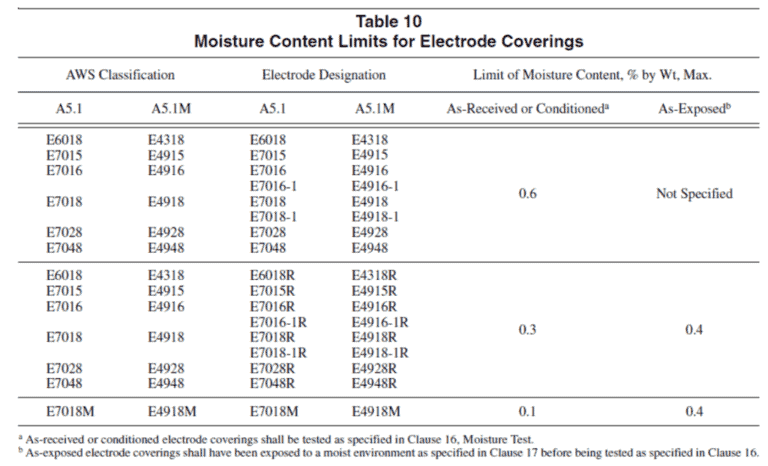
Low-hydrogen electrodes are Stick Welding or SMAW electrodes that contain less than 0.6% coating moisture — as per ASME Section IIC, SFA 5.1- Table 10, compared to 4- 6% moisture in cellulosic types electrodes (E6010, E7010, etc.) coatings.
To qualify as a Low Hydrogen Electrode, the Stick Welding or SMAW electrode must not have a moisture content of more than 0.6% during the moisture content test carried out at 1800°F (980°C).
This test requirement has been specified in AWS A5.1/A5.1M- Carbon steel electrode specification. Welds made with stick welding rods of lower moisture levels will have a naturally low amount of diffusible hydrogen present in them.
Click here to read about the Type of SMAW Electrode coating, functions of coating & effect of coating elements. To know more about the most popular Low Hydrogen Electrode that is used widely in the USA and Canada, click the below link.
Stored the welding electrode at temperatures well above the dew point always. This can be kept safely in a heated room at a temperature above 15° Celsius (in cold places) and at ambient temperature in hot & humid places and with relative humidity below 50%.
Storage at a very high temperature (> 25° Celsius) shall be avoided as well, due to the fact that the lubricant on the wire (e.g. GMAW wire spools) may volatilize too early.
Follow FIFO rules for electrode withdrawal from the store: When the material is taken from the storage always choose the product with the oldest manufacturing date (FIFO)!
Welding Electrodes or wire spools that are not fully consumed have to be packed prior to storage.
Drying of wet welding wires or electrodes is not possible and they should be discarded.
The maximum duration of storage cannot be specified in general for welding electrodes. In doubt, a qualification by welding tests must be performed.
What is the Maximum permitted moisture content in rod covering?
Low hydrogen rods for stick welding are made from inorganic coating with the lowest moisture level. Examples of such low hydrogen welding rods are- E6018, E7015, E7018, E7016, etc.
To find out the moisture present in the electrode coating, welding flux, and cored wires a moisture test is conducted as specified in the AWS A4.4.
This test provides the data for moisture present in the rod after its manufacturing at the manufacturer’s premises.
As per the rod specification, they can have a moisture content limited to 0.6% maximum. Refer below table taken from AWS A5.1 specification.
Benefits/ Advantages of low hydrogen electrodes
Stick welding rod made of low hydrogen offers the highest weld metal toughness, and ease in arcing & maintaining the arc. They provide the best cold cracking resistance among other stick welding rods.
Low hydrogen electrodes discussed here have different usability characteristics. Some are used for high weld deposition (e.g. E7024) while others are used for overhead welding due to their fast freezing properties.
You may notice some low hydrogen rods suffixed with -1 at the end (E7018-1) and they are manufactured to give improved notch toughness properties.
What is Optional Diffusible Hydrogen Designator in Low Hydrogen Electrodes?
Welding electrodes also use another optional indicator to define the diffusible hydrogen level for welds made with them.
You will notice stick welding rod classification with added H4, or H8, or H16 digits on many low hydrogen electrodes E.g. E7018H4. So what does this ‘H4’ refer to?
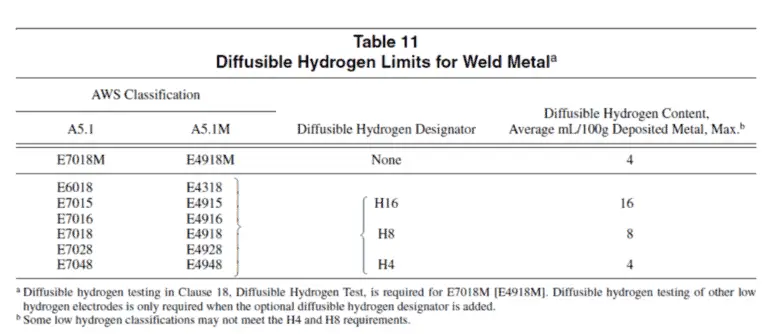
The digit ‘H’ present at the end of electrode classification refers to the amount of diffusible hydrogen in ml/ 100 gm weld deposit. For E.g. a weld made with E7018H4 will have a maximum hydrogen level of 4ml/100 gm of deposit weld.
To be classified as a low hydrogen f4 smaw electrode the electrode must contain less than 4 ml/100gm hydrogen level.
Similarly, ‘R’ at the end of the rod means the covering of the rod is moisture-resistant. As per the AWS A5.1, A rod with ‘R’ is said to be moisture resistant if they are removed from packing and subjected to 80% Relative humidity at a storage temperature 80°F for 9 Hrs.
After this, the resultant moisture content shall not exceeds 0.4% of the total rod weight.
The below table shows the maximum permissible hydrogen level in Low hydrogen electrodes.
Low hydrogen rods must be stored and handled with care to ensure their main feature of low hydrogen level remains intact.
Care must be taken to ensure that they are not exposed to humid conditions otherwise low hydrogen resistance of these rods will be no more beneficial. If they are exposed to humidity, they require breaking or reconditioning to restore their low hydrogen characteristics.
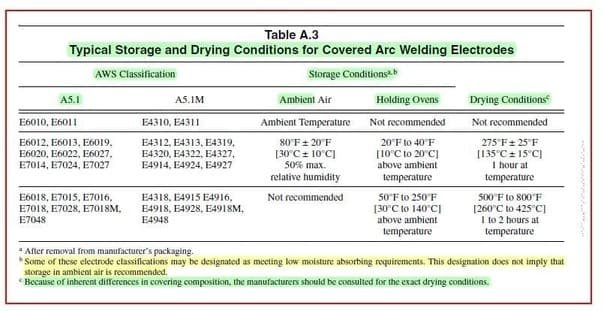
The temperature and duration for low hydrogen electrode and other coating types rods baking/ reconditioning and storage conditions are given in the below table.
Low hydrogen rod shall be baked at 500°F to 800°F for 1 to 2 hours duration. Refer to the table for complete details.
How many times baking of a low hydrogen electrode is allowed?
This is the most common question that arises with many welding engineers/ QA-QC personnel. While the Codes and electrode specifications are silent on this query, precautions must be taken care not to bake electrodes more than twice.
The obvious reason is ‘Each baking sequence will remove the essential moisture required in the rod covering and additive substances which hold the coating strong on the core wire of the electrode.
To be precise, if you notice a stick welding rod with a damaged covering, it must not be used on the job. Also if there is a change in electrode operating conditions such as ease to start arc or difficulty in maintaining the arc or noticeable welding porosity, such rods shall be discarded.
If a company electrode baking procedure is not available, it is recommended to seek the electrode manufacturer’s support to provide the right baking & holding temperature & time conditions. You may also refer to AWS A5.1 for CS rods and AWS A5.5 for low alloy steel welding rods.
Low-hydrogen Stick welding rods that are received in non-hermetically sealed containers should be baked first as per the electrode manufacturers procedure & kept in a holding oven before & during welding.
FAQS on Welding rod baking temperatures
7018 Electrode Baking Temperature
7018 Electrode shall be baked at 500°F to 800°F for 1 to 2 hours duration as per ASME Section IIC SFA 5.1. After baking they shall be kept in holding oven at a temperature of 50°F to 250°F. It is not recommended to keep low hydrogen rods in open as they will absorb moisture and hence must be kept in portable holding oven during use.
6013 electrode baking temperature
6013 welding electrode shall be baked at 275°F to 300°F for 1 hour duration. After baking they shall be kept in holding oven at a temperature of 20°F to 40°F.
6010 electrode baking temperature
6010 Welding electrodes are not recommended to be baked or kept in holding ovens. The reason is- 6010 welding rods require moisture in their coating to for their effective function. 6010 welding rods generate hydrogen from this moisture which provides shielding as well as force the welding arc.
Similar to 6010, 6011 welding rods are also cellulose type welding rods and hence baking or holding is not required. Neither it is recommended to bake 6011 welding rods as it will destroy their coating effectiveness.
6012 electrode baking temperature
6012 welding electrode are similar to 6013 welding rod. 6012 rod shall be baked at 275°F to 300°F for 1 hour duration. After baking they shall be kept in holding oven at a temperature of 20°F to 40°F.
7015 electrode baking temperature
7015 is also a Low hydrogen rod and shall be baked at 500°F to 800°F for 1 to 2 hours duration. After baking they shall be kept in holding oven at a temperature of 50°F to 250°F.
It is not recommended to keep 7015 low hydrogen rods in open as they will absorb moisture and hence must be kept in portable holding oven during use.
7016 electrode baking temperature
7016 is also a Low hydrogen rod and shall be baked at 500°F to 800°F for 1 to 2 hours duration. After baking they shall be kept in holding oven at a temperature of 50°F to 250°F.
It is not recommended to keep 7016low hydrogen rods in open as they will absorb moisture and hence must be kept in portable holding oven during use.
7024 electrode baking temperature
7024 welding electrode are similar to 6012 & 6013 welding rod. 7024 rod shall be baked at 275°F to 300°F for 1 hour duration. After baking they shall be kept in holding oven at a temperature of 20°F to 40°F.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.