Electrodes packed effectively in hermetically sealed tin containers or plastic bags can be stored for any length of time without fear of deterioration. But electrodes, especially the non-low-hydrogen types, are often supplied in simple cardboard cartons or in plastic bags which may not be perfectly air-tight.
Such electrodes have a minimum shelf-life of six months under normal storage, which can be extended up to two years and longer through correct dry storage and special care.
Relative Humidity for Welding Electrode storage
It has been pointed out that the equilibrium moisture content of the coating varies with the relative humidity (RH) of the atmosphere. The moisture pick-up is rapid when the relative humidity exceeds 70%.
The RH is the percentage of moisture in the air, compared with the quantity required to saturate it at the same temperature.
The quantity of moisture that the air can hold rises as its temperature rises, so that if there is no change in the total moisture content of the air, the relative humidity falls as the temperature rises, and increases as the temperature falls.
When the temperature falls below the point where the relatives humidity becomes 100%, moisture is deposited. The temperature at which this happens is known as the dew point.
In many places the RH of the air during certain months or the whole year is around 80-90%. In such conditions, it is imperative that the electrodes are stored in a continuously heated storage room to bring down the RH percentage.
The importance of maintaining heat all the time may be illustrated by pointing out that air at 25° C and RH 70% will deposit moisture, if it is cooled to below 18° C. On the other hand, if its temperature is raised to 32° C, its RH falls to 50%.
Welding Electrode storage Conditions
Regular consumers of electrodes are advised to maintain special electrode storage rooms, which are dehumidified to 50% maximum RH or are kept heated 5 to 10° C above the ambient temperature.
When electrodes are received in wooden cases, only the cartons removed from them must be stored in the room and not the cases, considering that wood retains moisture or water picked up during transit and takes longer to dry.
Sometimes, and especially under site conditions, electrodes taken out from a container or from a drying oven may lie exposed to moist air for several minutes or hours.
Electrode producers therefore strive to design their coatings in such a way that moisture pick-up, even under highly humid conditions is low.
This factor is mainly determined by the grade of silicate binder (often a combination of several alkaline silicates) and the baking temperature employed during production.
Moisture pick-up rate of low-hydrogen electrodes, therefore, varies from brand to brand. Many electrode producers have successfully developed low-hydrogen coatings, which are practically insensitive to atmospheric humidity; and they produce data on the actual moisture pick-up after exposure for several hours or days to the combination of low temperature and high RH.
Welding Electrodes Redrying
Welding electrodes other than low-hydrogen types need re-drying, only if they have become moist or wet in transit or during storage.
This abnormal condition can be checked by holding four or five electrodes horizontally between the two palms and rattling them. Moist electrodes will give a dull sound while dry ones will emit a metallic tinkle.
A sure method is to weld and observe the performance. A moist electrode will give a weak arc and more spatter than usual and the metal will transfer in large globules across the arc.
Low hydrogen electrodes, unless they have been packed in hermetically sealed containers, must be re-dried as a rule according to the schedule prescribed by the electrode manufacturer.
Attempting to dry an electrode by short-circuiting it with the base plate is not advisable. It hardly removes any moisture, but overheats the core wire. The correct method is to heat or bake small quantities of electrodes at a time in an electric oven.
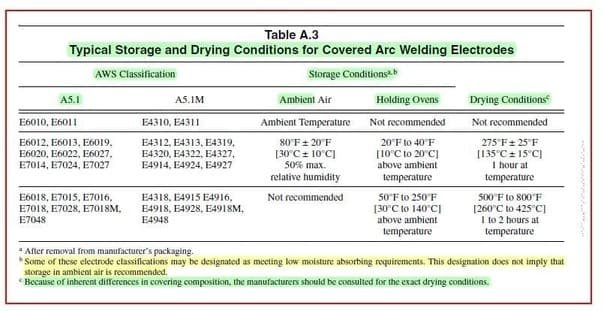
The temperature/time schedules generally prescribed for various electrode types are given in Table below.
1) It is obvious that the same electrode drying oven cannot be used for non-hydrogen controlled electrodes and hydrogen-controlled electrodes, because the temperature ranges are quite different.
2) If hydrogen-controlled electrodes of different strength levels are being dried in the same oven, one should naturally select the highest temperature applicable.
This means that electrodes which are meant to be dried at 250° C can be dried at 380° C and those to be dried at 380° C can be dried at 425° C. However, for convenience and economy, one may wisely have different ovens for different grades of electrodes, in order to ensure correct drying and avoid possible mix-up.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.