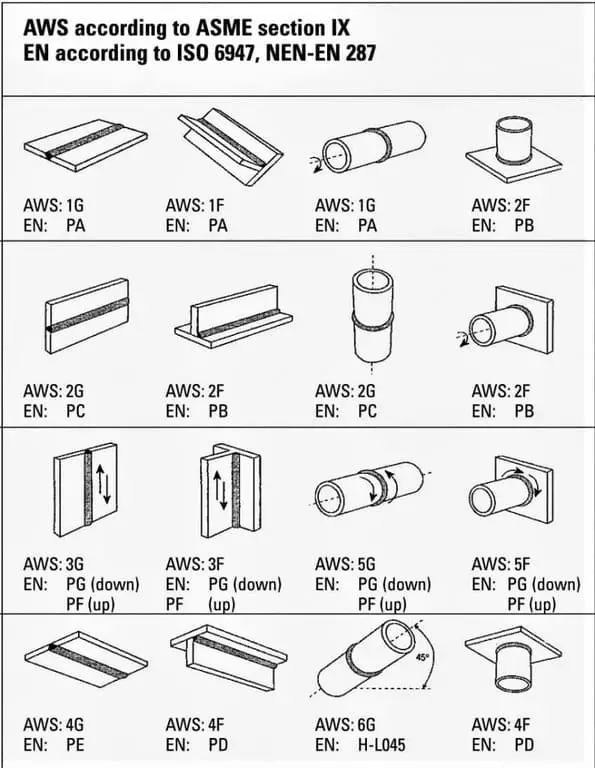
The Welding Positions are standardized in DIN EN ISO 6947 according to position of welds during welding.
The position of the weld seam during the welding process is generally referred to as the welding position. This results from the position of the workpiece to be welded and the accessibility of the torch or the electrode to the weld seam.
A distinction is made between different welding positions for butt welds and fillet welds. The following overview shows the different welding positions and their application.
The Flat position (PA) is considered to be the ideal position. In this position, the molten pool flows due to gravity towards the downside. All other positions are described as out-of-position welds because they are not ideal positions for the welder to work.
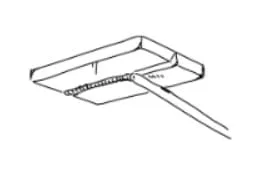
PB welding position is the normal welding position used for Horizontal fillet welding.
PC Welding Position
PC welding is a transverse position or transverse welding ( Welding is carried out in a horizontal direction on a vertical wall).
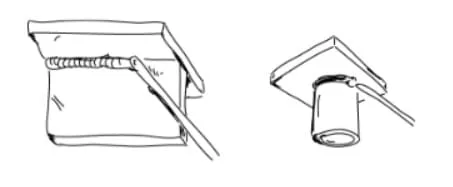
PD Welding Position
PD welding position is a Horizontal overhead position used for fillet welding on plates or plate to pipe welding.
Welding is deposited from the bottom side of the weld as shown in the below figure.
PE Welding Position
PE Welding Position is an overhead position for making groove welds in plates. In the PE weld position, the weld is deposited from the bottom side of the weld similar to the PD welding position.
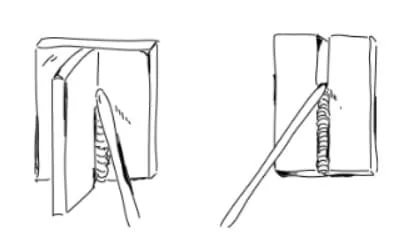
PF Welding Position
PF welding position is a Vertical uphill progression welding position. This is a Rising position to carry out the vertical welding from the bottom to the top of the weld joint.
PG Welding Position
PG Welding Position is a Vertical downhill progression welding position. In the PG welding position, welding is deposited vertical downhill from top to bottom of the welding joint.
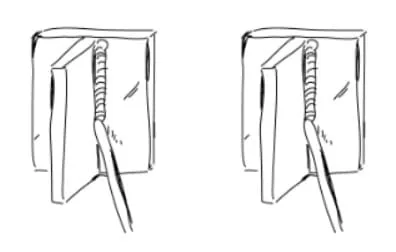
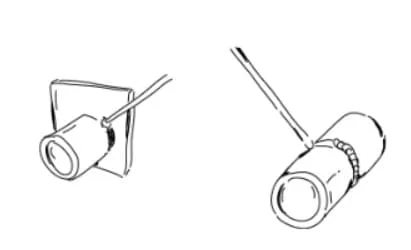
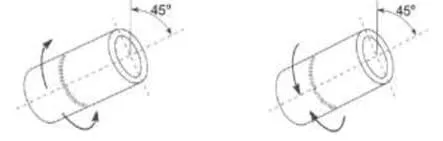
PH Welding Position
PH welding position is for pipe-to-pipe groove welds and pipe-to-plate fillet welds. In the PH welding position, welding is carried out in a vertical direction from the bottom to the top of the welding joint.
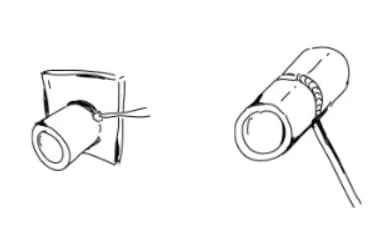
PJ Welding Position
In the PJ Welding position, welding is carried out from the top to the bottom direction (opposite to the PH welding position).
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.