The welding electrode angle refers to the angle between the welding electrode and the workpiece during a welding process.
This angle is an important factor in determining weld strength and quality. Depending on the type of electrode used, this angle can range from 15-45 degrees for shielded metal arc welding (SMAW) processes or higher angles for gas tungsten arc welding (GTAW) processes.
The electrode angle has a significant impact on both the deposition rate and weld penetration into the base material.
When using stick welding (SMAW), smaller electrodes will require more current resulting in deeper penetration and faster travel speed while larger electrodes require less current but shallower penetration with slower travel speed.
When considering TIG welding process, an increased electrode angle increases overall penetration while decreasing travel speed due to increased drag on filler material.
The importance of Welding electrode angle
Welding electrode angle is one of the most important aspects of welding, as it has a large impact on the quality and strength of the weld.
When the position of the electrode is adjusted, it affects the current flow, heat input and weld shape. In order for successful welding to take place, it is essential that the correct angle be selected for a particular job.
The three most common angles used for arc welding are 45°, 60° and 90°; however, other angles may be used depending on how deep or wide a weld needs to be made.
A 45° angle provides a shallow penetration but wide coverage while a 90° angle will offer deeper penetration but narrower coverage.
To ensure maximum strength of the welded joint, it is recommended that an experienced welder choose the best angle based on their experience and knowledge.
Main types of welding electrode angles
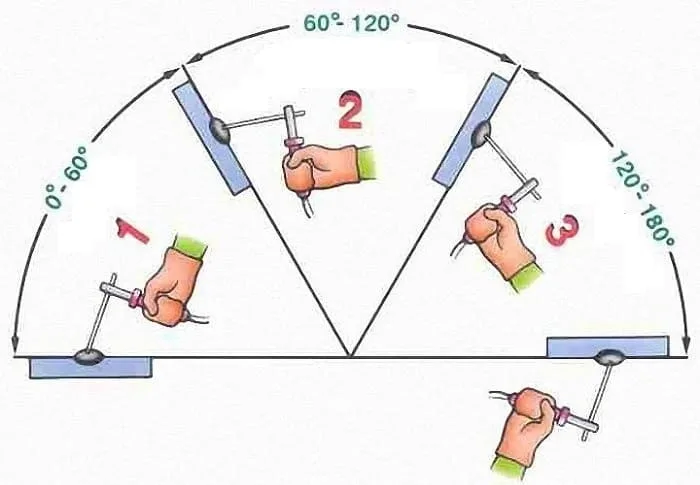
Welding electrode angles based on the inclination of the welding rod are:
0°- 60°: For flat welding position,
60°- 120°: For horizontal welding,
120°- 180°: For vertical uphill- downhill welding,
>180°: For overhead welding position.
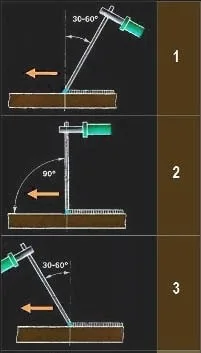
The further classification used for welding electrode angles are:
Forward (push) angle,
Right angle,
Backward (pull) angle.
1. Forward (Push) welding electrode angle
Suitable for horizontal, vertical, overhead, fixed pipe joints. The welding process will be hindered by liquid slag, which is always in front. The welded arc may go out or start to “wander”. If missing areas appear, the quality of the seam may be reduced.
Right angle welding electrode angle
for welding in hard-to-reach places. This position allows you to control the liquid slag and ensure that it moves along with the weld pool.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.