In Welding, a number of efficiency factors are involved and the most common are:
Arc Efficiency or thermal efficiency
Welding process Efficiency,
Deposition Efficiency and,
Welding operator or welder Efficiency
What is Welding Arc Efficiency?
Welding arc efficiency means the amount of energy given by the welding process to melt the welding rod.
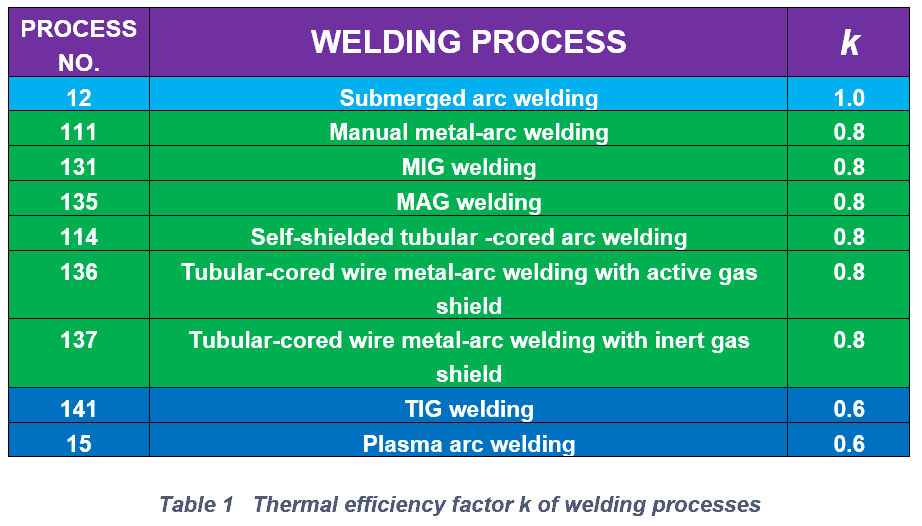
Each welding process delivers a varied amount of arc energy- eg. SAW has the highest arc energy while TIG has the lowest arc energy. Arc energy is different from welding total energy as during welding some of the heat is lost due to radiation & conduction.
To be specific, arc energy consider the heat that is put inside the material and excludes the heat that is lost in the surrounding.
Most of the welding which is used widely have an arc efficiency in the range of 20 to 90%. We can say that the higher the arc efficiency, the higher the weld deposition rate.
It is true also if you notice that submerged arc energy has the highest arc efficiency and so does its high deposition rate.
Similarly, TIG welding has the lowest arc efficiency and also the lowest weld deposition rate. Also, as the arc efficiency increases, the base metal will be heated more and hence the cooling rate will be slow.
The efficiency value for various processes is given in the below table as specified in EN 1011-1.
Welding processes are classified based on Manual Semi-automatic or Automatic as well as on the type of wire such as cored wire or solid wire. Each factor in these classifications affects the overall weld deposition in the welding process.
Deposition Efficiency or Welding Efficiency means the ratio between the total weight of electrode deposited into the weld joint and the weight of welding electrode melted.
Deposit efficiency is given in percentage. In simple words, the total amount of filler wire that is deposited into the weld metal is compared to what is being supplied.
The total welding rod melted is not deposited into the welding joints due to metal losses occurring in the form of welding spatters and evaporation of the alloying elements.
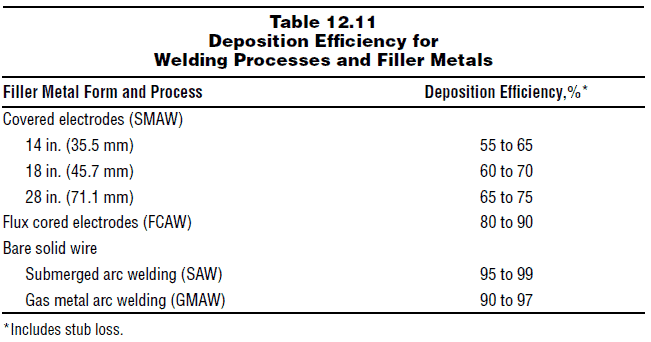
Deposition efficiency for the various process is given in the below table.
SMAW process yields a deposition efficiency of less than 60% based on a comparison of the weight of electrodes purchased to the weld deposit weight achieved.
FCAW process efficiency is lower than that in gas metal arc welding (GMAW) due to slag ingredients that aid in protection from the atmosphere but do not become weld metal.
What is Welder/Operator Work Efficiency Factor (Dw)
This is a factor for the average arc time per welder manhour while the welder works on welding and welding-related functions.
It is simply the total time for arcing when welding is performed. Having an accurate efficiency factor will result in inaccurate weld costing where the estimator considers total arcing time by excluding the non welding time.
Further, welder work Efficiency Factor (Dw) for different welding processes are given for reference as:
a) Stick Welding/ SMAW Process – Dw could typically be 10% – 20%. Give 6 to 12 minutes arc time per hour.
b) Flux Cored Arc Welding Process – Due to continuous wire feeding, FCAW has a higher efficiency factor compared to stick welding. – Using semi-automatic welding for long weld seams, the welder usually takes smaller breaks compared to welds on short seams (such as angle welding) that will require frequent changes for torch angle and welder posture. – Let us consider that the welder stops ½ minute in every one minute, and an extra 5 minute breaks every hour. In such cases, the efficiency factor is usually 20- 40% only. And welder arcing time will be around 12- 24 minutes per hour.
c) MIG- MAG Welding MIG- MAG is similar to FCAW as explained earlier. Dw is almost equal to the FCAW welding process.
d) SAW Process Submerged Arc Welding is used for continuous longitudinal or circumferential weld seams. The long weld runs without any stop and reduced material handling increase the efficiency factor in SAW welding.
Depending on other factors such as the number of weld passes, joint type, and material thickness for example provides a broader range for Dw in SAW that is usually 30 to 70%.
Note: The above Dw factors are approximating and require choosing a narrow range based on the actual condition to have an accurate calculation.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.