When welding with the stick welding process, you need to use an electrode. This is a metal rod that is used to create the weld. These rods have a core wire that is surrounded by a flux-coated outer sheath.
When you strike an arc, the flux melts and forms a shield around the weld puddle. This helps to protect the weld from contamination and also helps to stabilize the arc.
Stick (SMAW) welding rods are available in a variety of diameters, ranging from 3/32 inch up to 1/4 inch. The most common diameter for general purpose welding is 3/32, 1/8 inch, and 5/32 inch.
Welding Electrodes
Almost all fusion welding processes require welding electrode to create the weld metal. A Welding Electrode or Rod is either a metal wire coated with flux or a solid wire. A Summary for different welding electrodes can be:
Stick Welding Electrodes are metal wires coated with flux that melt & become part of weld. E.g., E6010, E7018.
TIG Welding uses non-consumables Tungsten Electrode that only produce heat to melt solid welding filler rod.
FCAW uses cored wire (wire internally filled with flux-opposite to Stick welding rod) in a wire spool. E.g., E71-T1C.
SAW uses Solid Welding filler wire similar to MIG-MAG, but of large diameters (5/32 onwards).
Welding Electrodes are specified according to international codes & standards for harmonization & standardization to meet minimum chemical & mechanical properties.
Example of such documents are AWS issues Welding Electrodes Specifications such as AWS 5.1 for Carbon steel electrodes, AWS 5.4 for stainless Steel electrodes & many mores.
Stick Welding Covered Rods (Welding Electrodes)
In stick welding, the Welding Electrode is covered with a flux that helps protect the weld puddle from atmospheric contamination and aids in the formation of a good weld bead. The most common type of covered electrode is the Lincoln Electric “E6010” rod that is made from cellulosic coating.
Flux coating melt during welding & form slag that protect the molten weld pool from oxidation & contamination during weld solidification.
Welding Electrodes Coating Purposes
Welding electrodes are flux coated for a variety of reasons, including to protect the electrode from becoming corroded, to help with arc starting, and to provide a weld pool that is as smooth as possible. There are five primary objectives for welding electrode coatings:
Formation of shielding gas to protect weld pool.
Welding Electrodes Coating provide protection against electrode corrosion.
To enhance arc starting behavior.
Welding Electrodes Coating provide good wetting of the weld pool.
Welding Electrodes helps to minimize spatter formation.
Welding Electrodes Coating provide insulation against electric shock.
Welding Electrodes Coating provides additional alloying elements in the weld.
Welding Electrodes Coating enhance weld deposition efficiency by adding iron powder in it.
Welding Electrodes Coating provide arc force for deeper weld penetration.
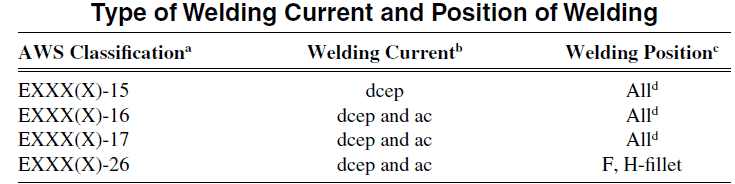
It provides usability characteristic to welding rod to use it for different welding polarities.
Difference between Welding Electrode and Welding rod?
Welding electrodes and welding rods are both used for welding, but they are not the same. Welding electrodes are made of a flux-cored wire rod with a coating of flux. The flux helps protect the weld from contaminants and also helps to make a good weld.
Welding rods are made of solid wire and do not have a coating of flux. The term Welding Rod is used primarily for Gas Welding, Brazing & soldering application. However, stick welding electrodes are also called as Welding Rods by welders.
Welding Electrodes Types & Uses
The welding electrode is an important part of the welding process. There are many different types of electrodes available, and each type has its own advantages and disadvantages.
The most common type of electrode is the stick electrode (AWS A5.1, AWS A5.4, AWS 5.5, for example) . Stick electrodes are made of a mild steel alloy, and they are used for welding ferrous metals. They are available in a variety of diameters, lengths, and weldability ratings. Stick electrodes produce a strong weld with good corrosion resistance.
Another common type of electrode is the wire electrode (AWS 5.18, for example). Wire electrodes are made of a higher-quality steel than stick electrodes, and they are used for welding non-ferrous metals.
Wire electrodes produce a smooth weld with good ductility. They also have a high deposition rate, which makes them ideal for welding large parts.
Another type of electrode is the stainless steel electrode. Stainless steel electrodes produce high-quality welds, but they are more difficult to use than mild steel electrodes. They can be used on both ferrous and non-ferrous metals.
Another type of electrode is the tungsten electrode that are used for TIG Welding. They are non-consumable type electrode.
In Summary, The type of electrode you use depends on the kind of welding you’re doing. Shielded metal arc welding (SMAW) uses a flux-coated electrode that’s filled with a metal powder. The electrode is melted and flows into the weld puddle, providing both filler material and shielding gas.
Gas tungsten arc welding (GTAW) uses an electrode that’s made of tungsten.
Welding Electrode Coating Material
The Main Elements or materials in the Stick Welding Electrode coating are:
American Welding Society’s Specification for Carbon Steel Covered Arc Welding Electrodes (AWS A5.1) states: “The core wire used for the welding rod in this specification is usually a semi-killed or capped steel having usually 0.10% carbon (C), 0.45% Mn, 0.03% Sulphur, 0.02% phosphorus, & 0.01% silicon.”
Welding Electrodes are given specification number for grouping purposes based on their metallurgy, and types. These specification covers these electrodes mechanical, chemical & usability characteristics. Most commonly used AWS Specifications are:
AWS A5.1: For Carbon Steel Electrodes, E.g., E6013, E7018
AWS A5.4: For Stainless Steel Electrodes, E.g., E308L-15, E309L-15
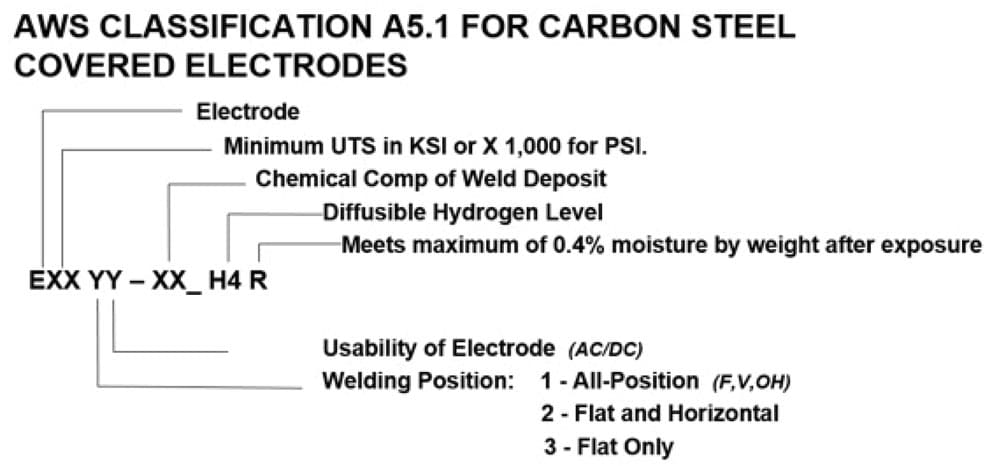
Welding Electrodes use a classification system to give information about their mechanical & chemical properties and usability characteristics. Refer below example for an example of E6013 electrode.
Welding Electrode Nomenclature
One important factor to consider when choosing an electrode is its nomenclature. This refers to the markings on the electrode that indicate its chemical composition and other properties. The nomenclature can be confusing for beginners, but it’s essential to understand it in order to choose the right electrode for the job.
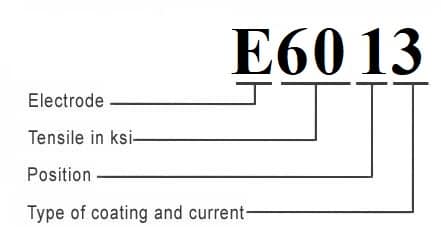
Welding Electrode Nomenclature example for E6010 Welding electrode is given below:
The next two digits (6 & 0) 60 state the tensile strength of weld metal, as 60 KSI or 60000 psi.
The next number 1 means it is all welding position rod which means F, V, OH, and H positions. Where F = Flat, H = Horizontal, H-fillet = Horizontal fillet, V = Vertical and OH mean Overhead position.
The final digit 0 means that it’s a High cellulose sodium coated rod and can run with DCEP polarity.
Welding Electrode Selection Chart
When selecting a welding electrode, it is important to consider the type of metal that you will be welding. Different metals require different types of welding electrodes.
You can these below welding electrode selection charts to guide you for welding electrode selection.
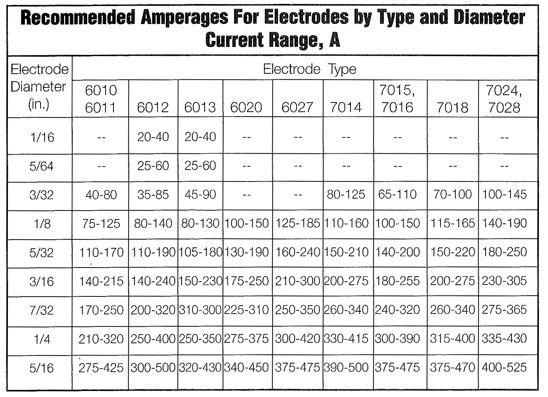
When welding, the amperage of the electrode you are using will affect the outcome of your weld. The chart below shows the recommended amperages for different types of electrodes.
While there is some flexibility in terms of what amperage you can use, it is important to stay within the recommended range to ensure a quality weld. If you are unsure of what amperage to use, consult with a welding professional.
Welding Electrode Amperage Chart
Welding Electrode Baking Temperature
The baking temperature for a particular electrode can be found in manufacturer’s data sheets and welding electrode specification such as AWS A5.1, AWS A5.5, etc.
It is important to follow these recommendations to ensure optimum performance of the electrode. Excessive baking temperatures can cause warping, cracking, or other damage to the welding electrodes.
Below are the welding electrode baking temperature requirements as per AWS A5.1 specification for E6010, E6011, E6012, E6013, E7015, E7016, E7018, and E7024, etc. These electrode baking temperature covers electrode storage conditions for ambient air, holding oven and drying conditions.
Welding Electrode Size
Welding electrode size is an important factor to consider when welding. The size of the electrode affects the weld quality, the amperage, and the penetration. It is important to use the correct size electrode for the thickness of metal being welded.
The most common welding electrodes are in the range of 3/32, 1/8 inch, and 5/32 inch in diameter (Remember, electrode diameters means the dia of core wire and not the dia after flux coating). Electrodes smaller than 1/8 inches such as 3/32 inch are used for thin sheet metal, while electrodes larger than 1/8 inches are used for thick plate metal.
The amperage required for welding depends on the size of the electrode. For example, an electrode that is 1/8 inch in diameter requires less amperage than an electrode that is 5/32 inch in diameter.
The penetration also depends on the size of the electrode.
Welding Rod Size for Metal Thickness
Welding rods come in a variety of sizes, and the size you need depends on the metal thickness you are welding. For thin metals, a smaller welding rod is needed so that the heat from the weld can penetrate all the way through the metal. For thicker metals, a larger welding rod is needed to provide more heat and create a stronger weld.
Choosing the wrong welding rod size can result in an inferior weld, so it’s important to select the right size for your project. If you’re not sure which size to use, consult with a professional welder or welding supplier. They can help you choose the right rod for your application and give you tips on how to achieve the best results.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.