Mig welding wires are an important part of the MIG welding process. There are different types of MIG welding wires available, and each type has its own benefits and drawbacks.
It is important to choose the right MIG welding wire for the job to ensure a successful weld.
MIG welding wires are basically a wire that is wrapped on a spool as shown in the below figure.
This wire spool is attached to the Welder wire feeder & then fed continuously through a welding torch to the weld puddle where it gets melted and becomes a part of the weld.
An external shielded gas is attached to the welder to protect the molten weld pool from oxidation.
”Note: There is no difference between a MIG wire & TIG wire under the same Wire classification. The only difference is that MIG wires are in a spool form while TIG wires are usually in a straight-cut length of 1 meter.”
ER70S-2 for TIG & MIG Wire has the same chemical & Mechanical properties.
Types of MIG Welding Wire
Mig welding wires come in a variety of types, including solid wire, cored wire, and flux-cored wire.
Below are the main types of MIG Welding wires used for Welding applications:
MIG welding is a popular type of welding that uses a continuous wire feed. MIG welding wires are available in both solid, Metal core, and flux-cored varieties as explained in detail further in this post.
Solid MIG welding wires are made of pure metals, while flux-cored wires contain a core of flux that helps to protect the weld from oxidation.
Some factors to consider when choosing a welding wire include the thickness of the metal being welded, the type of joint being welded, and the desired appearance of the weld bead.
Solid MIG Welding Wire
Solid wire is the most common type of MIG welding wire. This type of wire is composed of a single piece of metal that is extruded through a die to form a wire, and it is easy to use.
They are made of solid metal, which makes them strong and durable. They are also easy to use, making them a popular choice for beginners.
This type of wire is composed of a single piece of metal that is extruded through a die to form a wire. The wire is then wound onto a spool for use in a welding gun.
Solid MIG welding wires are a great option for those looking for a quality weld. They are available in a variety of different diameters, so you can find the perfect one for your needs. However, the disadvantage is that the weld can be prone to cracking if not properly heat treated.
Solid MIG Wire Classification & Meaning System
MIG Solid wires have a classification system (E.g., ER70S-2, and ER80S-G, are the wire classification) according to the AWS Specifications (E.g., AWS A5.18, AWS A5.20) listed below for different materials types:
AWS A5.18 Specification: Applicable for Carbon Steel MIG wires such as ER70S-2, ER70S-3, ER70S-6, etc.
AWS A5.9: Applicable for Stainless Steel solid wires, E.g., ER309L, ER308L, ER321, etc.
AWS A5.7: Applicable for Copper & Copper alloys solid wires, E.g., ERCuAl-A2, ERCuNi, ERCu, etc.
AWS A5.28: Applicable for Low alloy steel solid wires, E.g., ER80S-B2, ER80S-G, ER80S-D2, etc.
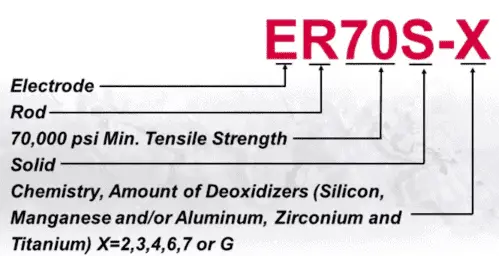
Each of the digits in the wire classification has its own meaning. You can easily find out the important mechanical properties based on the wire classification as follow for the example of ER70S-2 Solid MIG wire:
ER70S-2 TIG MIG Rod meaning as per AWS A5.18 is:
ER: ‘ER’ Means Electrode or rod.
70: means the minimum Tensile Strength in Ksi of the TIG MIG Rod i.e. 70 Ksi
S: ‘S’ Means Solid filler wire rod
6: ‘6’ means the Chemical Compositions of the welding filler wire rod as given in the AWS A5.18 Table 1. Refer below picture of detailed chemical composition for ER70S-2 and other Mild steel filler wire rods.
MIG Solid wire Classification System
Flux Cored MIG Welding Wire
Flux Cored Wire is classified as Flux Cored Arc Welding Process or also known as FCAW. The equipment setup is the same, in fact, the same MIG welder can be used for FCAW Welding. The most widely used FCAW wire is E71T1-C.
This type of wire can be used with or without gas shielding, making it versatile for a variety of applications. The Flux-cored wire contains a hollow metal core & Flux is filled inside this metal core Wire.
Flux-cored MIG welding wire is easy to use. It doesn’t require any additional flux, like some other types of welding wire do. And since the flux is already inside the wire, there’s no need to worry about getting it on your hands or clothes.
Another benefit of flux-cored MIG welding wire is that it produces high-quality welds. The flux helps to produce a strong bond between the metal pieces being welded together, which results in a weld that’s less likely to break or crack.
Flux-cored wires are available in both solid and tubular formats. The advantage of using flux-cored wire is that it produces high-quality welds with little or no spatter.
Similar to the Solid Wire, Flux Cored wires are also classified in AWS Specifications. Below are the main Flux Cored Wire Classifications used in the welding industries:
AWS A 5.20: Applicable for Carbon Steel Flux Cored wires, E.g., E71T1-C, E70T-1M, E61T-13, etc.
AWS A 5.22: Applicable for Stainless Steel Flux Cored wires, E.g., EC308L, EC309LSi, EC316, etc.
AWS A 5.29: Applicable for Low-alloy Steel Flux Cored wires, E.g., E49XT5-A1C, E55XT11-Ni3, E55XT5-B2C, etc.
AWS A 5.34: Applicable for Nickel-alloy Flux Cored wires, E.g., TNi 6002-xy, TNi 6117-xy, TNi 1013-xy, etc.
AWS A 5.36: Applicable for Carbon steel & Low alloy steel Fluc Cored wires, E.g, E71T1-C1A2-CS1-H4, E71T8-A4-Ni1, E80T15S-M20, etc.
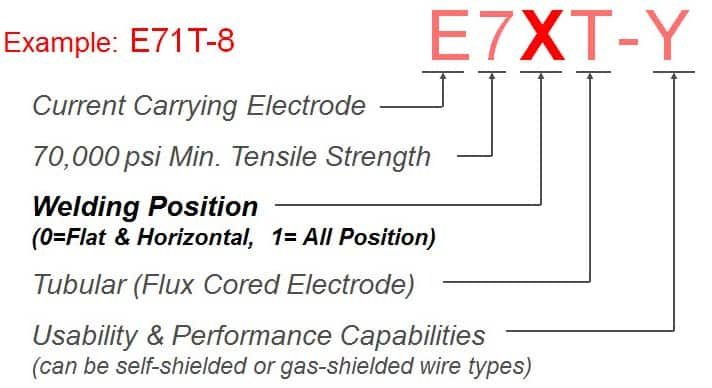
Below is the example of E71T-1C FCAW Wire, and its classification meaning:
E71T-1C or E71T-1M flux-cored wire is supplied as per the SFA No.5.20 (Can be found in ASME Section IIC). The electrode classification system is given below:
‘E’: Refer to Electrode
The next digit (6 or 7 for example) means electrode minimum tensile strength in Ksi multiplied by 10.
The third digit refers to the welding position, 0 means Flat & horizontal and 1 means all positions.
The fourth digit, ‘T’ means Tubular wire.
The next digit after the hyphen is the electrode usability characteristics. For example, in E71T-1C wire, 1 means that the wire can be used with DCEP. There can be 1 to 14 numbers or also can be written as ‘G’.
The next digit is either ‘C’ or ‘M’. The letter “C” means that this rod is classified using 100% CO2 shielding gas. The letter “M” means that the wire is classified using 75%–80% Argon/balance CO2 shielding gas.
‘H’ given at the end of the electrode classification refers to the amount of diffusible hydrogen present in the weld deposit. It will be H4 or H8 or H16. For example, ‘H4’ means 4 ml of Average Diffusible Hydrogen can present in a maximum of mL/100g Deposited Metal.
Metal-cored MIG welding wire is a type of wire that is used in the MIG welding process.
This type of wire has a metal core that is surrounded by a solid wire (Basically similar to a flux-cored wire but instead of flux, the core of the wire is filled with metallic ingredients in a metal core wire).
Metal Cored Wires are covered under AWS A5.36 Welding wire specifications. Examples of Metal Cored wire classification are E70C-3M, and E70C-6C, etc.
There are several different types of metal-cored MIG welding wire, and each one has its own unique properties. Some are useful for a single pass, while others are for multi-pass or both.
One of the benefits of using metal-cored MIG welding wire is that it provides a high weld deposition rate & good weld penetration.
The metal core helps to heat the weld area quickly, which results in deep penetration. Additionally, this type of wire produces high-quality welds (super bead wash features) with minimal spatter.
Another advantage of using metal-cored MIG welding wire is that it is less likely to cause an undercut than other types of wires. Metal Cored wire can also be used with AC welders compared to solid mig wires.
Seamless MIG Welding Wire
The term “seamless” refers to the fact that the wire is made without any welds or seams. This results in a higher-quality weld, with fewer defects.
Seamless MIG welding wire is ideal for applications where a high level of quality is required, such as automotive and aerospace manufacturing.
Most of the latest Metal Core wires as well as Flux Core wires are nowadays manufactured using seamless technology. This allows for a highly moisture-controlled welding wire.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.




")





