Welding is a crucial part of many industrial processes, and the quality of welds can have a significant impact on the safety, reliability and longevity of fabricated products. Knowing how to spot a good weld from a bad one is essential for anyone involved in welding or working with welded materials.
In this article, we’ll explain what makes a good weld and why it’s important to be able to differentiate between the two.
Good Weld
Bad Weld
Smooth and uniform appearance
Rough and irregular appearance
Strong and consistent weld bead
Weak and inconsistent weld bead
Proper penetration and fusion of base metals
Insufficient penetration and fusion of base metals
Free of porosity, cracks, and other defects
Contains porosity, cracks, and other defects
Meets all strength and ductility requirements
Does not meet strength and ductility requirements
Meets all code and industry standards
Does not meet code and industry standards
Good Weld vs. Bad Weld
First, What is a Bad Weld?
Welding tasks involve base material, welding rods, welders, machines, auxiliaries’ tools, and manual operation. Out of all these parameters, a Welder’s Skill plays a decisive role to control the welding quality.
Examples of Bad Weld
All types of Welding performed by a welder in industries have to meet certain minimum specified quality requirements.
A Bad Weld with internal welding defects (Image credit: Code a weld)
These quality requirements are specified by the concerned company specification or inspection procedure, in the applicable quality standards or codes (E.g., AWS D1.1, ASME B31.3, API 1104, ISO 5817, etc.).
The example above shows macro for a Fillet Welds with internal porosity and lack of root & side wall lack of fusion.
Welding can be a difficult process, and it’s important to do it correctly to ensure the weld is strong and doesn’t break. A bad weld is a weld that was done incorrectly, and can often be identified by poor welding quality or shabby welds.
There are many reasons why a weld can be bad, including incorrect welding techniques, using the wrong type of welding rod, or not allowing the metal to reach the correct temperature before welding.
If you’re not experienced in welding, it’s important to learn the proper techniques before attempting to weld anything.
How you say, a Weld is Bad?
Now, defining or let’s say Definition of a BAD WELD can be:
A Weld that is not meeting the minimum specified quality requirements is Bad Weld.
Welds with a shabby appearance are Bad Welds.
Welds with poor workmanship.
Welds with imperfections/ welding defects (inline to point 1) such as undercut, spatters, porosity, cracks, etc. to name a few is called Bad Weld. Although there are a lot of Welding Defects.
A Bad weld could be a result of using the wrong filler wire which risks the welding joint integrity due to poor mechanical & metallurgical properties. E.g., welding stainless steel material with a mild steel welding rod.
Wrong final structure dimensions due to distortion.
If you want to know the Acceptance Criteria for Good Welds, you can find it in following codes & standards:
AWS D1.1 Table 8.1.
API 1104, clause 9.
ISO 5817.
ASME B31.3 Table 341.3.2 Acceptance Criteria for Welds.
What is a Good Weld?
A GOOD WELD is not simply meaning a good-looking weld. A standard definition of a Good Weld is ‘A weld that meets the minimum specified Quality requirements, is called a Good Weld’. These quality requirements cover weld soundness, mechanical & metallurgical properties & dimensional accuracy.
It is highly possible that a weld looks perfect externally but has miserable welding quality internally (e.g., full of internal porosity, side wall lack of fusion, cracks, lack of root penetration, etc.) as evident in Weld Macro exhibiting internal welding issues at the start of this post.
So, we can consider the following characteristics of a Good Weld:
Free from welding defects (Externally as well as internally including root side).
Meets the minimum specified mechanical (E.g., tensile strength, yield strength, toughness) & metallurgical (Corrosion resistance, or abrasion resistance, etc.) requirements.
Free of excessive face reinforcement, root penetration, and excessive fillet size as extra welding will not add any benefits but instead increase the overall welding cost.
Free from dimensional errors (dimensional defects).
Good welds are the main objective of every Welder. No one wants to make a bad weld even the apprentice welder aims to make a Good Weld with a visually nice appearance. A Good Weld shows:
A complete weld fusion with base metal
Visually good weld profile
Free from welding porosity or slag inclusions or undercut.
Free from Cracks
Have adequate mechanical and metallurgical properties.
Sometimes, due to machine error or environmental issues, even welds deposited by qualified welders can have welding defects resulting in Bad Weld quality. These factors or variables are out of the welder’s control & he/she must not be blamed for it.
Examples of such factors influencing the welding quality are:
A faulty Welder (Welding Machine).
Excessive humidity in the atmosphere (It is evident to cause porosity in aluminum when humidity is not controlled).
Defective base metal or Welding rod.
Adverse weather conditions (e.g., high wind, snowy conditions for Piperliners).
Defective cables, welding torch/ holders.
An excessive or insufficient gap in welding joint fit-up by the fitter/ fabricator.
Excessive weld distortion due to wrong design or high welding heat.
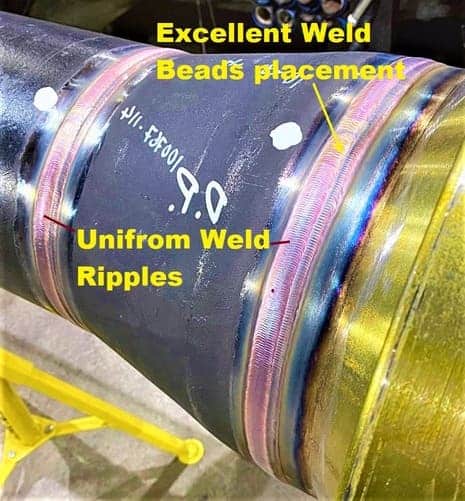
A Good Weld is free from welding defects if we are concerned about what a Good Weld looks like. A Good Weld shows excellent workmanship by the Welder with uniform welding bead placements without any undercut, porosity, excessive reinforcement, uneven ripples, etc.
See the below example that shows a perfectly welded TIG Weld on Pipe. You can notice the uniform weld ripples, and excellent workmanship by the welder with an even weld bead profile.
Click the below link to Learn about Various Welding Defects & their causes & Remedies.
A Good Welds not only mean to have a good surface appearance but must show:
A complete weld fusion with base metal
Visually good weld profile
Free from welding porosity or slag inclusions or undercut.
Free from Cracks
Have adequate mechanical and metallurgical properties
The main characteristics of a Good Quality Welds are:
Free from welding defects (Externally as well as internally including root side).
Meets the minimum specified mechanical (E.g., tensile strength, yield strength, toughness) & metallurgical (Corrosion resistance, or abrasion resistance, etc.) requirements.
Have a good aesthetic appearance.
Free of excessive face reinforcement, root penetration, and excessive fillet size as extra welding will not add any benefits but instead increase the overall welding cost.
Free from dimensional errors (dimensional defects).
Good vs Bad MIG Weld
MIG Welding is predominately used for Welding due to its fast-welding speed, high weld deposition rate, and ease in the welding operation. But all this is not an easy cost. Performing MIG requires Great welding skills, especially when welding out-of-position welds.
Unlike, stick welding or TIG welding, where it is easy to control the weld pool, in MIG welding it is quite challenging due to the continuous wire feed that is making the continuous weld pool.
The below picture shows an example of a perfect MIG welding pipe joint. But unlike other welding processes, it is essential to have adequate welding skills to make such welds. If a welder is not skilled enough, it is highly likely to deposit weld with welding defects.
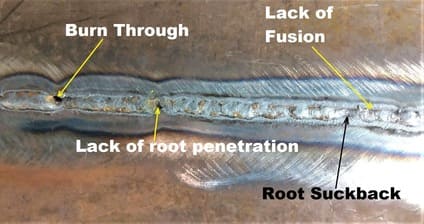
In fact, it can have multiple welding defects in a single weld as shown in the below picture. This example is for the root side of MIG welding in a butt weld joint on a plate.
You can notice the following defects in this example:
Burn through
Lack of root fusion
Lack of root penetration
Uneven weld root penetration
How to Fix a Bad Weld?
The first aim for every welder is to deposit a Good Weld although due to unforeseen reasons, there could be welding imperfection present in the weld deposit. These welding imperfections or welding defects require repair to fix these bad welds. Below are the practical steps that can be applied to fix a Bad Welds:
Identify the Bad Welds & mark them.
Explore the best possible welding repair approach.
For minor welding defects such as surface pore or micro cracks, they may be fixed by minor grinding.
Major welding defects such as visible cracks, cluster porosity, and piping porosity, burn through require grinding of the affected area, ensuring complete removal of those defects and re-welding them.
Always ensure complete defects removal before the welding repair. Post repair, ensure that the defect is completely rectified.
For critical welds, apply volumetric NDT such as Ultrasonic Testing or Radiographic Testing to ensure a sound internal weld and surface NDT such as penetrant testing or Magnetic Particle Testing to ensure a defect-free weld surface.
A: A good weld is one that has a smooth and uniform appearance, strong and consistent weld bead, proper penetration and fusion of base metals, is free of porosity, cracks, and other defects, meets all strength and ductility requirements, and meets all code and industry standards.
Q: What is a bad weld?
A: A bad weld is one that has a rough and irregular appearance, weak and inconsistent weld bead, insufficient penetration and fusion of base metals, contains porosity, cracks, and other defects, does not meet strength and ductility requirements, and does not meet code and industry standards.
Q: How can I tell if a weld is good or bad?
A: You can tell if a weld is good or bad by visually inspecting it for the characteristics of a good weld, such as a smooth and uniform appearance, strong and consistent weld bead, proper penetration and fusion of base metals, and freedom from defects. You can also use non-destructive testing methods such as radiography, ultrasonics, or magnetic particle inspection to determine the quality of a weld.
Q: What are the consequences of a bad weld?
A: The consequences of a bad weld can be serious and include failure of the structure or equipment, safety hazards, and costly repairs or replacements. A bad weld can also lead to costly downtime and lost productivity.
Q: How can I ensure good weld quality?
A: To ensure good weld quality, you should use qualified and experienced welders, use the appropriate welding process and equipment, use high-quality base metals, and properly prepare the joint before welding. It is also important to properly inspect and test welds for defects, and to maintain equipment and follow established welding procedures.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.












Thank you for publishing this informative article on welding quality. I learned a lot and appreciate the effort put into it.
Great job on this article, it’s educational and well written. Thanks for sharing your knowledge and expertise.
This article has given me a good foundation, but I’d like to learn more about the different types of welding and their applications.
I enjoyed reading this article, but would love to know more about specific techniques and tools used for welding inspection.