The quality of sharpening of the tungsten electrode directly affects the stability of the welding arc: if there are drawings from sharpening on the tungsten electrode, the arc wanders along the surface of the electrode, often there is a blow from the boundaries of the drawings.
When welding with alternating current, the grinding of a tungsten electrode behaves differently.
Instead of pointed, the welding electrode is ground flat so that a dome can form. This spherical shape can be produced more easily if the electrode has been chamfered or ground at 45°.
When working with aluminum, you need to be extremely careful, because it has significant thermal conductivity and does not have colors of escape.
Therefore, when welding aluminum, the risk of injury is much higher than when welding other metals.
Why TIG is mainly used for Aluminum Welding?
Tig welding has many advantages over other types of welding:
– This type of welding is characterized by a neat, accurate and clean welding seam;
– Tig welding can weld more metals than any other method of welding. With this method, corrosion-resistant steels, magnesium, copper, aluminum, bronze and other metals can be quickly welded.
– Tig welding allows you to control the welding pool and the entire welding process well. Thanks to this, it is possible to make neat and accurate welding seams.
When welding, there are no splashes of metal, however, if you do everything correctly. The filler material is fed into the welding pool without excess, so that there are no slags on the seam, and the air near the welder does not smoke, unlike welding with coated electrodes.
The sharpening length of the non-consumable tungsten electrode shall be equal to 2 electrode diameters. Sharpening is polished only along the axis of the welding electrode.
Different types of Tungsten Electrodes for TIG Welding
The following table provides information about the individual types of tungsten electrodes:
Universally applicable. Unalloyed and high-alloy steels, titanium, nickel, copper, aluminium & magnesium alloys. First choice in the low-current range. Very good and high ignition capabilities. Good replacement for thorated electrodes.
WLa-15 Gold
1.5% Lanthanum LaO2
X
X
WLa-20 Blue
2.0% Lanthanum LaO2
X
X
WCe-20 Grey
2.0% Cerium CeO2
X
X
Universally applicable. However, similar to the behavior of thoriated electrodes are not radioactive and therefore preferable. Cerium oxide causes good ignition and re-ignition properties. Recommended in the medium to high current range. Unalloy and high-alloy steels, titanium, nickel, copper, aluminium & magnesium alloys.
WTh-10 Yellow
1.0% thorium ThO2
X
X
Due to thorium additives, these tungsten electrodes are radioactive and therefore harmful to health. We advise against its use. Alternatively, switch to lanthanated or cerated electrodes (WL / WC). Should the thoriated electrodes nevertheless be used, the strictest safety precautions must be observed. The main field of application is high-alloy materials.
WTh-20 Red
2.0% thorium ThO2
X
X
WTh-30 Violet
3.0% thorium ThO2
X
X
WTh-40 Orange
4.0% thorium ThO2
X
X
WP-00 Green
99.8% tungsten
X
Pure tungsten electrodes (impurities of
WZr-03 Brown
0.3% zirconium ZrO2
X
There is a lower risk of melt contamination due to circumfusion conversion. For welding aluminum alloys at alternating current.
WZr-08 White
0.8% zirconium ZrO2
X
WR-2 Turquoise
2% mixed oxides
X
X
Suitable for unalloyed and high-alloy steels and light metals. Good ignition properties, long service life and arc quality.
Recommended TIG welding Amperage Setting for Different Tungsten diameters
Below table provide Recommended TIG welding Amperage Setting for Pure Tungsten (WP) of Different diameters:
Tungsten Electrodes Dia. (mm)
Amperage (Amp)
1,0
15 to 55
1,6
45 to 90
2,4
80 to 140
2,5
80 to 140
3,2
150 to 190
What is Tungsten balling?
Tungsten balling is the process of melting the tip of a tungsten electrode until it forms a spherical ball.
The ball on the tip of the tungsten electrode is formed by applying heat from a welding torch until the tip reaches its melting point and forms a molten pool.
As the tungsten electrode cools down, the molten metal solidifies and forms a smooth, uniform ball on the tip of the electrode.
Balling tungsten is a common practice in TIG Aluminum welding, particularly in Tungsten Inert Gas (TIG) welding, as it creates a stable and consistent arc, which helps to produce a high-quality weld.
Why is tungsten balled?
Tungsten is balled to create a more stable and consistent arc during welding, particularly in Tungsten Inert Gas (TIG) welding.
The ball on the tip of the tungsten electrode helps to provide a more uniform current flow, which results in a more stable arc.
A stable arc is essential in welding, as it helps to control the heat input and allows the welder to produce a high-quality weld.
The ball on the tip of the tungsten electrode also helps to improve the electrode’s longevity by reducing the rate of erosion.
When the tungsten electrode is not balled, the tip becomes pointed, which can cause it to become unstable and easily damaged during welding.
By balling the tungsten electrode, the tip becomes more rounded and less prone to damage, which results in a longer lifespan for the electrode.
Furthermore, balling tungsten helps to create a consistent and smooth weld bead, which is essential in producing high-quality welds.
The ball on the tip of the tungsten electrode helps to distribute the heat evenly, reducing the likelihood of overheating and warping of the workpiece.
Overall, balling tungsten is a crucial step in achieving a high-quality weld, as it helps to create a stable, consistent arc and ensures the longevity of the tungsten electrode.
For alternating current, a spherical shape of the end of the tungsten electrode is necessary.
This is very simple to do – after tungsten electrode sharpening, it is necessary to ignite an arc at reverse polarity (this will give maximum heat transfer to the tungsten electrode) and wait until a small ball of molten electrode is formed at the end of the tungsten.
After that, it is necessary to extinguish the welding arc and in the purge with argon allow the tungsten electrode to cool.
After that, the arc will be stable, and the welding seam will be of higher quality. Detailed steps for Tungsten balling are given below:
Step 1: Choose the right tungsten
The first step to ball tungsten is to choose the right type of tungsten for your welding application.
In aluminum welding, it is recommended to use pure tungsten or a tungsten alloy with a low percentage of other elements. You should also consider the size and shape of your tungsten to ensure that it is suitable for your welding job.
Step 2: Grind your tungsten
Before you can ball your tungsten, you need to grind it to a suitable shape. The shape of your tungsten tip will depend on the welding application, but a taper of 45-degrees is best and commonly used in aluminum welding.
You should also ensure that your tungsten is free of any contamination, as this can affect the quality of your weld.
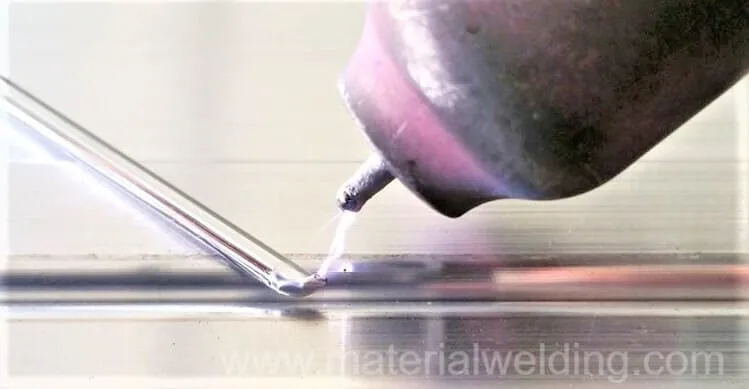
Step 3: Apply heat
Once you have your tungsten prepared, you can start balling it. To ball your tungsten, you need to apply heat to the tip until it melts and forms a ball.
You can do this by using your welding torch and applying the heat to the tip of your tungsten. You should avoid applying too much heat, as this can cause your tungsten to melt completely.
Step 4: Let it cool
After you have formed a ball on the tip of your tungsten, you should let it cool down under argon gas shielding (use a post flow setting in the machine).
This will allow the ball to solidify and form a stable and consistent tip. Once it has cooled, you can use a clean cloth or sandpaper to remove any excess material and ensure that your tip is smooth and even.
Which tungsten is better for welding aluminum?
Tungsten electrodes WP (the composition includes at least 99.5% pure tungsten) are designed for welding aluminum, magnesium and their alloys on alternating current.
They have low resistance to welding current (its thermal effect) and durability. Sharpening the electrode because of this is made in the form of a ball (rounding).
Despite significant drawbacks, WP-20 electrodes have an important advantage: they do not make any additives to the composition of the welding seam, since they consist of pure tungsten, for which they are very valuable when working when the chemical composition of the seam is high demands are made.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.