This post covers the Radiography Testing or RT acceptance criteria for the ASME Section IX (9). If you refer the ASME Section 9 code, the RT acceptance criteria is covered by Clause QW 191.1: Radiographic Examination & briefed in QW-191.1.2.2 Sub-clause.
QW191.1 covers the RT method and further sub-clause covers RT requirements as follow:
QW 191.1.2 RT acceptance criteria.
QW 191.1.2.1 RT defects terminology
QW 191.1.2.2 RT acceptance criteria for Welder Performance Qualification.
Note: This RT acceptance criteria is applicable only for Welder Performance Qualification and not for the actual production welding joints.
For production welding, you have to refer the RT acceptance criteria in the construction code, for example- ASME B31.3 or ASME Section VIII Division 1.
ASME Section IX: RT acceptance criteria is more stringent than the construction codes RT acceptance as Section IX is for performance qualification of welder and require to test the welders skills.
ASME Section IX Code RT (Radiography Testing) Acceptance Criteria
This acceptance criteria is applicable for Welder/ operator qualifications who carry out the test using test coupon welding or production test coupon welding (QW304.1 & 305.1).
This figure explains the rounded indications (usually welding porosity) distribution based on their quantity and maximum permitted size as estimation guide for different material thicknesses.
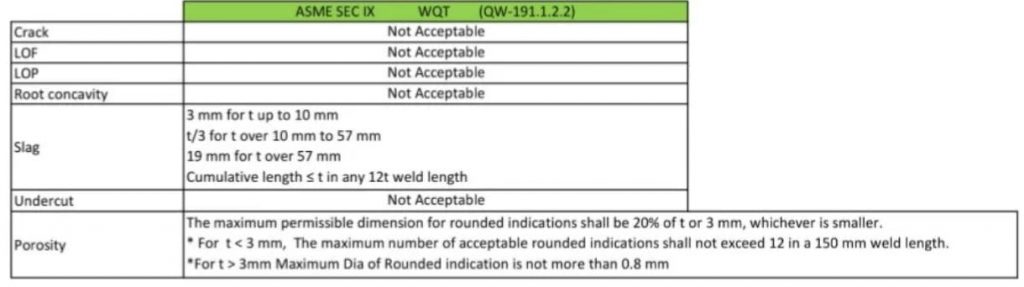
Summary of RT Acceptance as per ASME Section IX
A summary of welding defects acceptance based on RT acceptance as per ASME Section IX is given below:
Welding cracks of any type are not permitted.
Incomplete Welding Fusion is not permitted.
Incomplete weld penetration is not permitted.
Slag inclusion permitted within the tolerances given in Table 1.
Welding porosity (any type) is permitted within the tolerance given in Table-2.
Jiten Karmakar is an NDT Specialist, holding ASNT NDT Level III and ISO 9712 NDT Level III Qualifications. He is having vast hands-on practical and theoretical experience with all major NDT Methods and technique.