A welder performance qualification (WPQ) is a test as per the qualification code or standard (E.g. ASME Section IX, AWS D1.1 or ISO 9606-1) to test a welder ability to deposit sound weld (a weld free from defects).
The welded test coupon is subjected to Non Destructive tests or Destructive Tests to check the welding quality for external and internal. The WPQ is usually carried out and issued by an employer, welding school, or welding certification body (E.g., American Welding Society-AWS).
Successfully passing the performance test validate that the welder is able to use a correct welding technique, have good control of the welding gun, and produce a sound, clean weld and thus justify the objective of the test.
What are the Code and Standards for Welder Performance Qualification (WPQ)?
Welder performance Qualification (WPQ) or also called Welder Qualification Test (WQT) is carried out according to the standard guidelines placed by the welding code (AWS D1.1, ASME Section IX) or Welding standard (ISO 9606-1, CSA W47. 1).
The most widely and worldwide accepted Codes and standards for Welder performance Qualification (WPQ) are:
AWS D1.1, AWS D1.2
ASME Section IX
ISO 9606-1
CSA W47.1
API 1104
Why Performance Qualification (WPQ) is important?
Why do a welder qualification test is required?, How to test a Welder? and many such questions arises among welders.
To find the answer to why we need to test welders and why performance qualification is important, let us see this example:
Welding is a special process of joining materials that are used for welding non-critical structural parts to critical parts such as bridges, trains, rockets, machinery and many such things.
As a WPQ test ensure the welder ability to make quality welds, a welder without a validated WPQ bring risk of bad welding quality and putting the integrity of welding part in danger along with the risk of life of people or public using these parts. A bridge welded by unqualified people put the life in risk for people using it.
Types of Welder Performance Qualifications Test required as per AWS D1.1
AWS D1.1 is a structural welding code for steel and require welders to be qualified as per the conditions specified in Clause 6, Part C: Performance Qualification . For Tubular structures, these requirements are covered in AWS D1.1, Clause 10, Part: D.
Type of test required for performance qualification are given in AWS D1.1, Clause 6.17 and listed below:
Visual Inspection Test: required for all WPQ
Face, root and side bend: Can be substituted by Radiographic Testing except for GMAW-S process.
Macroetch Test
Fillet Break Test
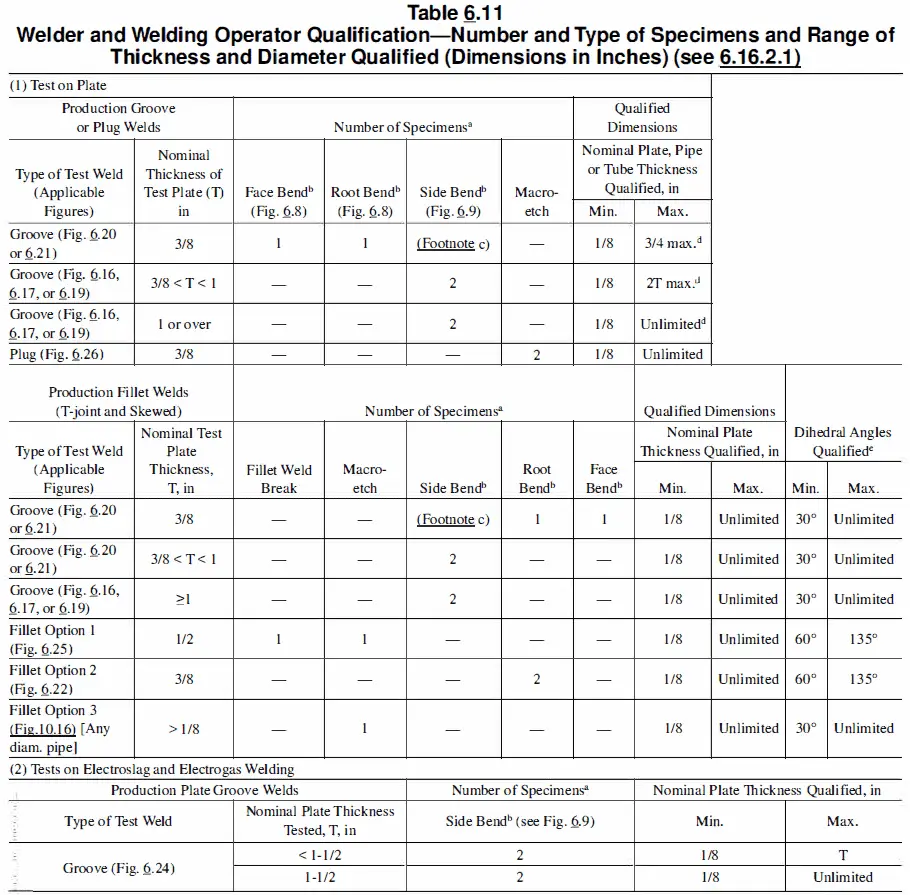
The type of test applicable and number of test coupons required are further given in detail in AWS D1.1, Table 6.11 (refer below table).
AWS D1.1, Table 6.11
Types of Welder Performance Qualifications Test required as per ASME Section IX
ASME Section IX is a Welding & Brazing Code used for procedure and performance qualifications.
Welding carried out according to ASME Section VIII or other ASME Codes such as B31.3, requires welders to be qualified according to the ASME Section IX.
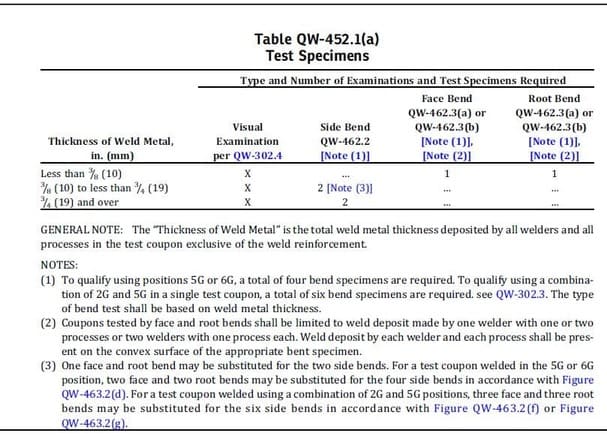
Welder Performance Qualification is covered in ASME Section IX, Article III- Welding Performance Qualification and test required are given in Table QW-452.1 (a).
Following are the test required for Welder Performance Qualification as per ASME Section IX:
Visual Examination
Face bend, root bend and side bend Test: Bend Test can be substituted by RT as permitted in ASME Section IX, Clause QW-304.
Table QW 542.1-a
Types of Welder Performance Qualifications Test required as per ISO 9606-1
ISO 9606-1 covers performance qualification for welder who carry out fusion welding processes such as Stick Welding (SMAW), GTAW, MIG, FCAW, SAW, etc.
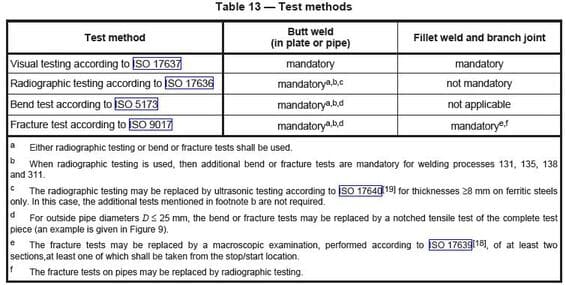
The type of tests required for welder performance qualification is covered in ISO 9606-1, Clause 6.4: Test Method. Table 13 gives the test requirements as shown in the below table and a summary of these tests are:
Visual testing (VT): required for all WPQ
Radiographic Testing/ Ultrasonic Testing
Bend Test
Fracture Test: mainly for fillet weld WPQ
ISO 9606-1, Table 13
Types of Welder Performance Qualifications Test required as per API 1104
API 1104 is a standard and not a code. API 1104 covers welding of pipelines and related facilities. So, any welder working on these projects required Welder Performance Qualification as per the API 1104, Clause 6: Qualification of Welders.
The Test required for Welder Performance Qualification according to API 1104 are:
Visual testing
Tensile Test (For pipe diameter >4.5 inches)
Bend Test-Face, root and side
Nick Break Test
Radiographic Testing/ Ultrasonic testing in lieu of Bend Test as permitted in Clause 6.6.1.
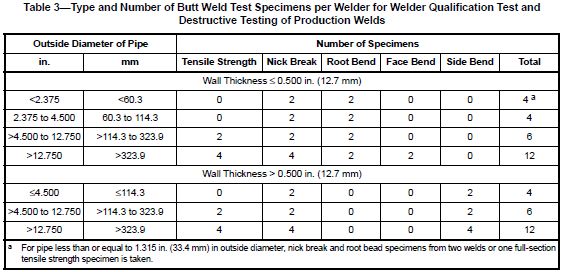
A summary of test required as per API 1104 for Welder qualification are covered in Table 3, abstract given below for reference.
API 1104, Table 3 for Welder qualification
Welder Performance Qualification Test Acceptance Criteria
Welder performance qualification test acceptance criteria is covered in their respective qualification code & standards. Refer below direct reference for code clause as given below for various qualification codes & standards.
ASME Section IX: Welder Performance Qualification Test Acceptance Criteria
Welder performance qualification test acceptance criteria is given in ASME Section IX, Clause QW-194 for Visual test acceptance, QW-191 for Volumetric NDT and QW-160, QW180 for Bend Test and other mechanical tests.
AWS D1.1: Welder Performance Qualification Test Acceptance Criteria
Welder performance qualification test acceptance criteria is given in AWS D1.1, Clause 6.23 and:
For Visual Inspection acceptance: Clause 6.10.1
For Macroetch test: Clause 6.23.2.2
For RT: Clause 6.23.3.2
Fillet Break test: Clause 6.23.4.1
ISO 9606-1: Welder Qualification Test Acceptance Criteria
as per ISO 9606-1, Welder performance qualification test acceptance criteria is covered in Section-7: Acceptance requirements for test pieces.
welder performance qualification test record/ Certificate form format
You can find the welder performance qualification test record/ Certificate form format in ASME Section IX- Form QW 484A, ISO 9606-1- Annexure A, AWS D1.1 Form No. J4 & J5.
You can use this template also to use as welder performance qualification test record/ Certificate and can modify to suit your needs.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.
: Everything you need to know")






 qualification for weld overlay Application")

