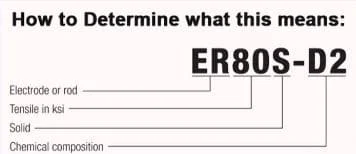
ER80S-D2 is a Manganese–Molybdenum base TIG MIG Filler wire rod used for welding low alloy steel materials. ER80S-D2 has high strength and high toughness that make it versatile low alloy steel welding wires.
The added molybdenum provides higher strength while the high manganese level provides extra deoxidizer to prevent welding porosity when welding with CO2 shielding gas.
ER80S-D2 is best suitable for welding difficult-to-weld carbon steel and low alloy steels.
Both ER80S-D2 and ER90S-D2 wire classifications have the same chemical composition requirements. The difference is only for the mechanical property and shielding gas requirements.
ER80S-D2 Specification
ER80S-D2 filler rod specification is AWS A5.28 (welding rod specification for low alloy steel welding electrodes and rods for TIG & MIG welding applications).
AWS A5.28 is equivalent to ASME Section IIC SFA 5.28. All mechanical, chemical and technological properties of ER80S-D2 are specified in the AWS A5.28 specification.
ER80S-D2 Chemical and Mechanical Properties
ER80S-D2 and ER90S-D2 have the same chemical compositions as specified in the AWS A5.28 specification.
The main alloying elements of ER80S-D2 are Manganese (1.60- 2.10% and Molybdenum (0.40- 0.60%).
The chemical and mechanical properties of ER80S-D2 are given in the below table. (Reference AWS A5.28)
ER80S-D2 & ER90S-D2 Chemical Composition (AWS A5.28)
Element
Composition %
Carbon
0.07- .012
Manganese
1.60- 2.10
Silicon
0.50- 0.80
Phosphorus
0.025 max.
Sulfur
0.025 max.
Nickel
0.15 max.
Molybdenum
0.40- 0.60
Copper
0.50 max.
Other element totals
0.50 max.
ER80S-D2 Mechanical Properties(AWS A5.28)
Property
ER80S-D2
Tensile Strength Ksi (MPa)
80 (550)
Yield Strength Ksi (MPa)
68 (470)
Elongation minimum %
17
Heat treatment
As welded Condition
ER80S-D2 Equivalent
The ER80S-D2 equivalent is E8018-D3. It matches both chemical and mechanical compositions for the ER80S-D2 rod. The main difference between the two alloys is that E8018-D2 contains a lower level of manganese.
This results in better wetting, which allows for a more even distribution of the filler metal during welding. In terms of tensile strength, both alloys are very similar.
Also, E8018-D3 has a lower yield strength, making it the better choice for applications that require good ductility.
ER80S-D2 vs ER80S-B2
ER80S-D2 is a low alloy wire having Manganese & molybdenum as the main alloying elements. ER80S-D2 is used for welding low alloy steels and difficult-to-weld carbon steel.
It can be used both as welded and PWHT conditions. This wire is less likely to cause porosity and has a higher strength than other wires.
ER80S-D2 vs ER80S-B2 Chemical Compositions
Element
ER80S-D2
ER80S-B2
Carbon %
0.07–0.12
0.07–0.12
Chromium %
Zero
1.20–1.50
Nickel %
0.15
0.20
Molybdenum %
0.40–0.60
0.40–0.65
Manganese %
1.60–2.10
0.40–0.70
Silicon %
0.50–0.80
0.40–0.70
Sulfur %
0.025 Max.
0.025 Max.
Phosphorus %
0.025 Max.
0.025 Max.
Copper %
0.50 Max.
0.35 Max.
ER80S-B2 is also a low alloy wire having primary alloying of Chromium and molybdenum. ER80S-B2 is used for welding Cr-Mo steels for high-temperature applications.
It is used mainly with post-weld treatment conditions for effective properties. This wire has the same tensile strength as ER80S-D2.
ER80S-D2 vs ER70S-2
ER80S-D2 (AWS A5.28) and ER70S-2 (AWS A5.18) are two types of filler metals used in welding. Both have their own advantages and disadvantages, so it is important to choose the right one for the job.
ER80S-D2 is a high-strength filler metal that is often used for welding low-alloy steels. It has a higher level of manganese than ER70S-2, which gives it better weldability.
Also, ER80S-D2 has alloying elements additions compared to ER70S-2 as shown in the below table.
ER80S-D2 vs ER70S-2 Chemical Compositions
Element
ER80S-D2
ER70S-2
Carbon %
0.07–0.12
0.07 max.
Chromium %
Zero
.015 max.
Nickel %
0.15
0.15 max.
Molybdenum %
0.40–0.60
00.15 max.
Manganese %
1.60–2.10
0.90- 1.40
Silicon %
0.50–0.80
0.40–0.70
Sulfur %
0.025 Max.
0.035 Max.
Phosphorus %
0.025 Max.
0.025 Max.
Copper %
0.50 Max.
0.50 Max.
Ti, Zr and AL %
Zero
triple deoxidizer wire
ER70S-2 is a mild steel filler metal that can be used for both low and medium-carbon steel welding. It has good weldability. The strength of ER70S-2 is less compared to ER80S-D2.
ER80S-D2 vs ER70S-6
ER80S-D2 is a high-strength, low-carbon steel wire used for welding high-strength steels, creating X-ray quality welds in all positions. It is used for welding low alloy steels such as AISI 4130, ASTM A487 Gr 2A, 2B, and 2C.
ER80S-D2 vs ER70S-26Chemical Compositions
Element
ER80S-D2
ER70S-6
Carbon %
0.07–0.12
0.06- 0.15
Chromium %
Zero
.015 max.
Nickel %
0.15
0.15 max.
Molybdenum %
0.40–0.60
00.15 max.
Manganese %
1.60–2.10
1.40- 1.85
Silicon %
0.50–0.80
0.80–1.15
Sulfur %
0.025 Max.
0.035 Max.
Phosphorus %
0.025 Max.
0.025 Max.
Copper %
0.50 Max.
0.50 Max.
ER70S-6 is a mild steel wire used for welding on base materials with moderate levels of carbon. It produces strong welds that are resistant to cracking and porosity, making it a good choice for general-purpose welding applications.
ER80S-D2 MIG Wire
ER80S-D2 MIG Wire (AWS A5.28 specification) is a wire spool form of welding wire used for the welding of low alloy steel.
Low alloy steel to carbon steel welding can be achieved using this type of wire. When used in combination with the proper shielding gas, this wire provides excellent weldability and low spatter levels.
The minimum chemical composition and mechanical properties of this wire are given in the table above.
ER80S-D2 TIG Filler Rod
ER80S-D2 TIG Filler Rod is used for welding low alloy steel. It provides good wettability and high resistance to porosity.
It is also characterized by high strength and toughness. This makes it an ideal choice for welding applications that require high levels of durability and strength.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.

 and ER70S-3 (ER49S-3)?")





