ER80S-G is a Low-Alloy Steel Electrodes and filler wire for gas metal arc welding i.e. TIG and MIG-MAG welding. Electrodes and rods of the ER80S-G or ER90S-G classifications are those filler metals not included in the preceding classes and for which only certain mechanical property requirements are specified. ER80S-G filler wire can be used for single pass and multipass techniques.
As this is a special welding rod classification, the wire manufacturer shall be consulted to decide the chemistry, mechanical properties, and delivery conditions for this wire as per the customer requirements.
Most of the manufacturers have their own devised chemistry for ‘G’ classification wires based on the base metal properties.
ER80S-G electrode specification & meaning
ER80S-G electrode specification is AWS A5.28 or ASME Section IX SFA 5.28.
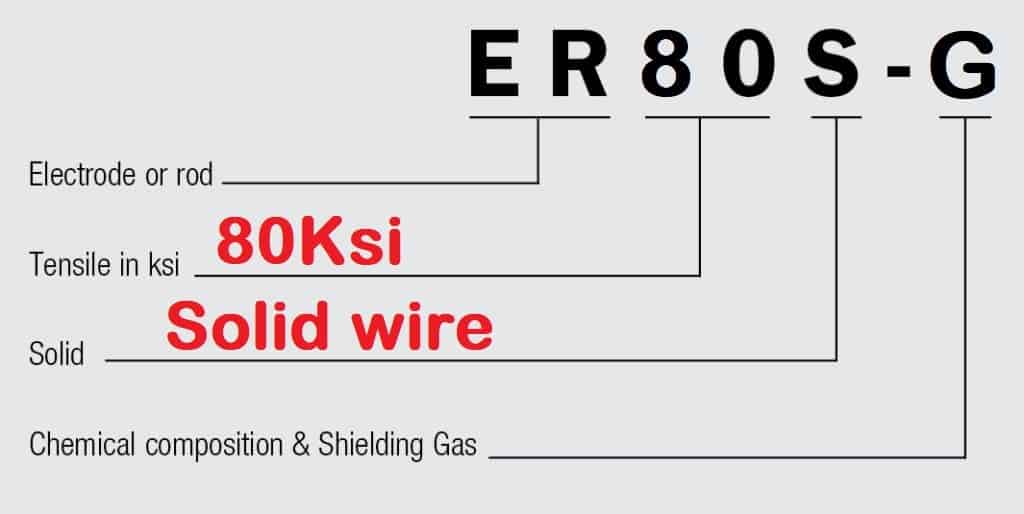
ER means electrode for TIG or MIG welding,
80 here means the Tensile strength of the wire in Ksi (80Ksi minimum),
S means the wire is solid and not flux cored and
G Means the classification as special, and the chemical and shielding gas requirements are not specified. Chemical composition as required by the buyer can be requested by the supplier.
ER80S-G chemical composition
ER80S-G chemical properties are unclassified as per the electrode specification. AWS A5.28/ SFA 5.28 calls although below minimum requirements for the chemical analysis:
”In order to meet the requirement of the “G” classification, the electrode must have a minimum of one or more of the following: 0.50% Nickel, 0.30% Chromium, or 0.20% Molybdenum.
The composition shall be reported, the requirements are those agreed to by the buyer and electrode manufacturer.”
ER80S-G Mechanical properties
The tensile strength of ER80S-G shall be a minimum 80Ksi or 550 MPa. The Yield strength, percentage elongation, and impact test requirements are not specified for ER80S-G consumables and shall be agreed upon between the manufacturer and the purchaser before placing the order.
In practice, welding consumable manufacturers produce G classification rods and wires with different combinations to suits various requirements.
So, you will find ER80S-G with different properties from one electrode manufacturer.
ER80S-G and ER80S-B2
Both ER80S-G and ER80S-B2 are low alloy solid wire consumables as per the AWS A 5.28 having the minimum tensile strength of 80Ksi or 550 MPa.
The Yield strength of ER80S-B2 is 68 Ksi or 470 MPa with an elongation of 19% while ER80S-G requirements are not specified.
For impact toughness, as ER80S-B2 is used for high-temperature applications, there are no requirements for toughness.
While for ER80S-G, there can be impact requirements but only if agreed between the purchaser and supplier.
For example, a buyer wants ER80S-G with toughness requirements, then this shall be agreed upon before placing the order with the supplier.
ER80S-G TIG Filler Wire
ER80S-G TIG filer wire is supplied according to the SFA 5.28. The requirements stated above are applicable for TIG and MIG wires of ER80S-G.
You may find a number of ER80S-G tig filler wire from the same manufacturer with varied properties (Chemical & mechanical) to meet different customer or strength requirements.
This is as permitted by the ASME Section IIC SFA 5.28 to modify the ER80S-G chemistry to meet different purchaser requirements.
ER80S-G mig Wire
ER80S-G mig wire is available in spool form and supplied according to the AWS A 5.28 specification. The properties of ER80S-G mig wire is same as ER80S-G TIG filler wire.
ER80S-G mig wire is a low alloy welding wire used for welding of high strength (80ksi range) alloys as well as welding of low alloy steel to carbon steel.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.




 Material: Complete Guide here")


