While some welders consider welding chromoly steels to be one of the most difficult materials to weld, with the proper techniques and tools, it can be done relatively easily.
Chromoly steels are high-strength, low-alloy steels that are often used in the automotive industry.
They are medium carbon steel with added Chromium and Molybdenum with enhanced mechanical strength by heat treatment.
They are made by adding chromium and molybdenum to plain carbon steels. This addition increases the strength of the steel and makes it more resistant to wear and tear.
What Filler do you use for Chromoly?
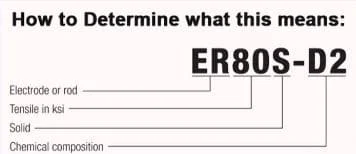
ER80S-D2 and ER90S-D2 are the most common filler metals used for welding chromoly using TIG and MIG Welding.
They are both compatible wires that produce welds with good mechanical properties.
E90C-D2 is also available in market as a cored wire for welding Chromoly Steel.
ER100S-G is a high strength wire that can be used for welding chromoly to itself or to other steels.
It produces welds with excellent mechanical properties. ER100S-G is used for Chromoly grades that have heat treated to provide strength above 100 KSi.
The selection of filler wire is based on the tensile strength of the chromoly after heat treatment.
The higher the tensile strength, the higher the wire must be able to withstand forces without breaking.
Most of bicycle frames and other automotive parts are welded using ER80S-D2 only.
For matching weld chemistry, you can use ER80S-B2 which a Cr-Mo welding wire used for high temperature applications.
Stick Welding Chromoly
Stick welding is a common welding process for joining chromoly materials. There are several things to consider when stick welding chromoly, including joint design, electrode selection, and welding parameters.
Joint design is important when welding chromoly because it affects both the strength and appearance of the weld.
The most common joint designs for stick welding are butt joints, lap joints, and T-joints.
Electrode selection is also important because different electrodes have different capabilities. Stick Welding of Chromoly is carried out using E8018-B2 or E8018-D1 welding rod.
TIG Welding Chromoly
When welding chromoly, it is important to use the right type of electrode. The most common types of electrodes for TIG welding chromoly are ER80S-D2, ER90S-D2, and ER100S-G.
ER80S-D2 is the most common electrode used for TIG welding chromoly. It has a good balance of strength and ductility, making it ideal for most projects. However, it is not as strong as ER90S-D2 or ER100S-G.
When welding chromoly, pure argon should be used for welding pool shielding. Purging is not required for chrome moly as the chromium content is very less.
ER90S-D2 & ER100S-G are more strength electrode that is often used for jobs that require higher levels of strength.
But with higher strength, there are more chances of weld cracking and it need higher welding preheat.
Welding of Chromoly can also be carried out using ER70S-2 or ER70S-6 if no other TIG or MIG filler is available. But with this, the weld strength will be low (only 70 KSi) compared to chromoly material (more than 80 KSi).
Welding Preheat for Chromoly Steel
Before welding, Chromoly steel shall be preheated to 275°F–325°F (135°C–165°C). Preheating Chromoly 4130 before welding will ensure weld is free from cracking and hard microstructure.
Welding Chromoly to Mild steel
Welding Chromoly to Mild steel can be done using ER70S-2 or ER80S-D2. When welding these two metals together, it is important to use the correct rod and setting.
The ER70S-2 is a good all-purpose rod for welding mild steel to chromoly. It can be used for both TIG and MIG welding.
The ER80S-D2 is a high strength rod that is often used for critical welds, such as race car chassis. It can also be used for TIG and MIG welding.
The first step is to ensure that both the base metal and the electrode are clean. Any dirt, grease, or grime will prevent the weld from bonding properly. Next, set your welder to the appropriate amperage and voltage for the electrode you’re using.
ER70S-2 should be used with an amperage of 110-180 and a voltage of 14-18. ER80S-D2 should be used with an amperage of 120-180 and a voltage of 14-20.
Once your welder is set up, you’re ready to start welding! Slowly feed the electrode into the weld pool, keeping a consistent speed and angle.
Welding Chrome Moly Steel Tubing
Welding chrome moly steel tubing can be done using TIG or MIG welding, but using ER80S-2 as the filler metal is recommended.
Siegmund tables are a great way to keep the tubes in alignment while welding, and using low heat input will help to prevent warping.
MIG welding can also be used on chromoly, but it is not as common because it can be difficult to control the heat input with this method. If too much heat is applied, it can cause the chromoly tubing to warp.
When welding chrome moly steel tubing, it is important to use filler rods that are made of the same material.
This will ensure that the welds are strong and will not break easily. It is also important to use a lower amperage setting when welding this type of steel. This will prevent the steel from overheating and becoming damaged.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.







 Material Properties")







