E8010 was an earlier electrode classification as per AWS A 5.1 used by the ASME, however, it was discontinued in 1954. E8010 was transferred from AWS A5.1 to AWS A5.5 in 1954 and replaced by E8010-G. Currently, E8010 type electrodes are available in different classifications:
E8010-P1 (E5510-P1)
E8010-G (E5510-G)
Here, E8010-P1 is a high cellulose sodium electrode used for welding for pipeline applications having high strength. CWB/CSA equivalent of E8010-P1 is E5510–P1 as per CSA W48-06.
Note: THROUGHOUT THIS POST, E8010 means E8010-P1. Many manufacturers make E8010-G that meets E8010-P1 classification also as a dual classification rod.
E8010-P1 (E5510–P1) is a high cellulose sodium electrode used for mainly welding high strength pipelines (cross country oil & gas pipelines, process pipelines, or any other piping jobs that require vertical downhill/ uphill welding).
This rod is a cellulose type with little to no slag is mainly used for welding in the vertical position with downward (downhill) and upward (uphill) welding progression.
E8010-P1 gives deep welding penetration, spray transfer mode, a narrow, and concentrated welding arc, and little slag making it a highly beneficial rod for welding pipelines in downward progression.
The rod is good for making full penetration welds of high radiographic quality in the 5G positions.
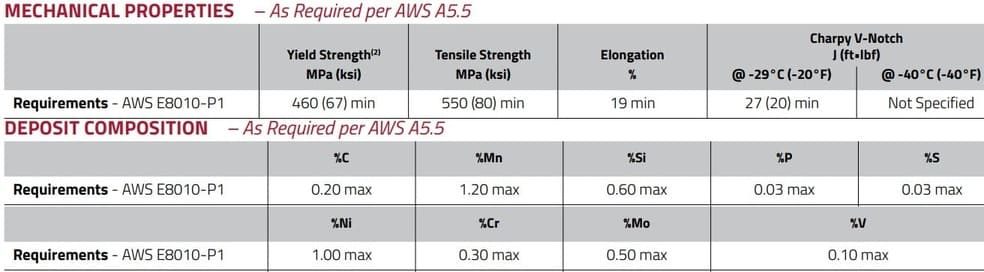
The minimum tensile strength of E8010-P1 (E5510–P1) is 80 ksi (550 MPa), yield strength of 67 ksi (460 MPa).
The Charpy impact toughness (minimum weld deposit toughness) required for E8010-P1 (E5510–P1) is 20 ft•lbf at –20°F or 27J at –30°C temperature.
Any electrode made by any rod manufacturer has to comply with these requirements if they use this classification system of AWS A5.5.
E8010-P1 (E5510-P1) contains maximum of 0.2% carbon, 1.2% manganese, 0.6% silicon, 1.0% nickel, 0.3% chromium, 0.5% molybdenum and 0.1% vanadium (all values are maximum permitted to the electrode manufacturer).
The selection of welding current & voltage setting with E8010-P1 depends on the electrode diameter.
For 3.2 millimeters (1/8 inch) stick welding rod, a welding current of 70 amperes to 120 amperes is used.
For rod diameter of 4.0 millimeters (5/32 inches), 100-amperes to 160-ampere current is used and 5.0 mm (3/16 inches), 125-amperes to 200-amperes are usually is a good welding current setting for E8010-P1 rod.
E8010, E8010-P1 electrode MTC
An actual MTC of E8010-P1 can be downloaded fromthis link for reference purposes.
The standard MTC contains the 3.1 test for the chemical composition of the welding rod and values for mechanical (Tensile strength, yield strength, elongation & toughness) are typical values.
The rod manufacturers assure via the MTC that the weld deposit will meet the minimum specified properties as given by the applicable rod specification.
E8010-G vs. E8010 pipeliner
E8010 pipeliner is a brand name of the E8010-P1 classification as per SFA 5.5. Many manufacturers make E8010-G that meets E8010-P1 classification also as a dual classification rod.
If E8010-G meets the minimum requirements of E8010-P1, it can be used in place of E8010-P1 however the client must be notified of such changes and prior approvals to be sought.
In E8018-G means the rod is meant for ‘General’ Classification. When we say general classification for a welding rod, it is called General as the properties are not defined in the rod specification like the case for other rods in the same specification such as AWS A5.5 in this case.
Features/ characteristics of E8010-P1 (E5510-P1) rod
Deep penetration rod with concentrated welding arc.
Clean weld with little slag.
Useful for welding in a vertical downhill position or 5G position.
High-strength welding rod used for welding low alloy steel piping.
Good for welding on cross-country pipeline jobs.
Welding polarity for E8010 stick welding rod
E8010-P1 is used with Direct Current Electrode Positive (DCEP) polarity or also called Reverse Polarity in Welding.
Click here to learn about the different types of polarities in Stick Welding, TIG Welding & MIG-MAG welding processes. DCEP polarity gives E8010-P1 a smooth welding arc with easy arc initiation in stick welding.
E8010-P1 Rod coating (Covering) type
The coating type of E8010-P1 pipeliner stick welding rod is High Cellulose Sodium. The coating also contains other elements such as binding agents, de-oxidizers, and alloying elements.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.



")






What is the tensile strength of the E8010 rod?
The tensile strength of the E8010 rod is minimum of 80 Ksi.
What is the meaning P1 in E8010-P1 electrode?
Thank you. P1 means that the electrode is made for pipeline steel welding with cellulose coating. Hope its helpful.