What is my worry? will it be a problem with the weld strength or change in weld chemistry if I used ER70S-3 in place of ER70S-6 or vice-versa? Do I have to requalify my WPS or welder with this change? What are the effects of high deoxidizers present in ER70S-6 on the weldment properties?
Well, these are the most common queries I receive as a Welding Engineer. In this post, I shall answer each of these queries that suits best the practical and code or standards requirements.
First, let us get info on individual welding filler wires before we continue comparing ER70S-3 & ER70S-6.
ER70S-6 (ER49S-6 or CSA-ISO 14341-B-G 49A 3 C1 S6) specification & features
ER70S-6 is carbon steel solid wire conforming to AWS A5.18 or / CSA W48 material specification. The filler wire is used for TIG (GTAW) and MIG-MAG (GMAW) welding. ER70S-6 refers to the electrode classification to define its mechanical, chemical properties, and usability characteristics.
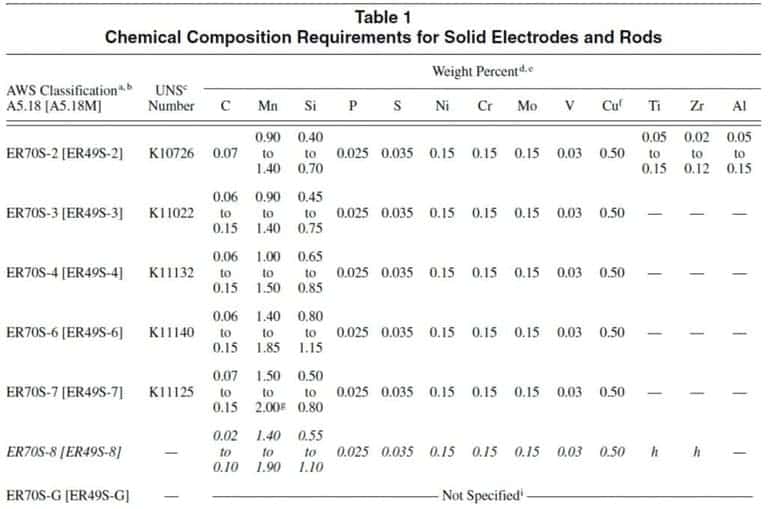
The equivalent of ER70S-6 as per CAN/CSA-ISO 14341:11 is B-G 49A 3 C1 S6. The chemical properties of ER70S-6 and ER70S-3 are given below for reference.
ER70S-6 (ER49S-6 or CSA-ISO 14341-B-G 49A 3 C1 S6) vs. ER70S-3 (ER49S-3 or B-G 49A 2 C1 S3)
The major differences between ER70S-6 (ER49S-6 or CSA-ISO 14341-B-G 49A 3 C1 S6) vs.ER70S-3 (ER49S-3 or B-G 49A 2 C1 S3) are:
ER70S-6 contains higher amount of manganese (1.45% to 1.85%) and silicon (0.8% to 1.15%) compared to ER70S-2 (0.9% to 1.4% Mn & 0.4% to 0.7% Si) & ER70S-3 (0.9% to 1.4% Mn & 0.45% to 0.7% Si) to gives weldment with high toughness in case of welds made using CO2 shielding gas.
ER70S-6 is more suitable for weld rimmed steel (Steel with more impurities) or on rusty surfaces or material with mill scale compared to ER70S-3 due to the higher amount of deoxidizers (manganese and silicon) present in the wire. ER70S-6 is more useful for welding sheet metal work as it offers more weld fluidity due to higher silicon content.
Both ER70S-6 and ER70S-3 can be used for single-pass and multi-pass welds.
ER70S-6 overall strength is high compared to ER70S-3 due to high manganese content. But both the wire shall meet the minimum tensile & yield strength requirements of 70Ksi as per the SFA5.18 specification. ER70S-6 has higher ductility compared to ER70S-3.
ER70S-3 should be used only with argon+CO2 gas mixture as welding using pure CO2 will reduce the amount of manganese present in the weldment and hence will reduce the strength of the weld metal. While ER70S-6 can be used in both pure Co2 and argon + CO2 mixture.
Any difference in weld deposit strength of ER70S-6 & ER70S-3?
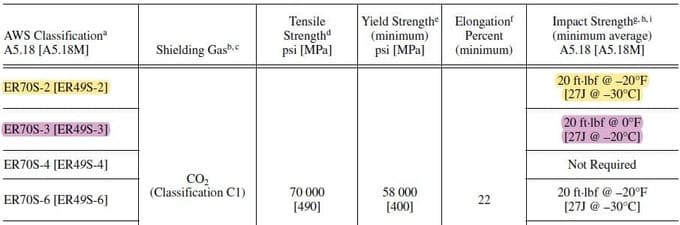
Honestly, both the wires meet the minimum specified mechanical tensile strength of 70 KSi (485 MPa) & yield strength of 58 KSi (400 MPa).
But overall, ER70S-6 gives higher strength than ER70S-2 and ER70S-3 due to the higher manganese content present in the welding wire.
Which shielding gases for ER70S-6 & ER70S-3?
ER70S-6 can be used with pure CO2 and argon + Co2 mixture without any loss of mechanical properties of the weld.
However, ER70S-3 should be used with an argon + CO2 mixture only to have high weld strength.
The reason is- pure CO2 will consume some of the manganese presents in the wire due to an oxidation reaction that will take place between the oxygen released from CO2 dissociation and combination with manganese/ silicon to convert to manganese oxide or silicates.
Does change from ER70S-6 to ER70S-3 is allowed as per ASME Section IX for WPS-PQR?
Usually, when we choose a welding wire other than the qualified in the WPS requires the requalification of the PQR.
But under certain conditions, these changes are allowed. To understand this, we need to refer to the essential welding variables for the welding process in use as given in the ASME Section IX, Table QW-255 for GMAW, or QW-256 for GTAW- for example.
Here, related to the filler wire, change in F-Number, change in A-Number, change in filler product type are essential variables.
Now, both the wires have the same F-Number & A-Number & product form. but the classification is different i.e. ER70S-6 and ER70S-3.
And the change in classification is a supplementary essential variable that is applicable if impact toughness is required.
This is the key clause, that tell that we need a new PQR/WPS qualification if we change from ER70S-6 to ER70S-3.
The reasons, the toughness of ER70S-3 is 20 ft·lbf @ 0°F (27J @ –20°C) while for ER70S-6 is 20 ft·lbf @ -20°F (27J @ –30°C).
So, ER70S-3 is having lower impact toughness compared to ER70S-6 due to the toughness required temperature–30°C vs –20°C, Refer below table.
Hence, if the WPS is qualified with ER70S-6, you are not allowed to use it with ER70S-3. But, if the WPS is with ER70S-3, you can use ER70S-6 without requalification as permitted in ASME Section IX.
The above statement is only applicable if the job requirements include weld toughness properties. I Hope, it makes sound now.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.

 and ER70S-3 (ER49S-3)?")


")



: Everything you need to know")
