Knowing how to weld AISI 8630 steel for Welders, Engineers- Inspectors ensure that the weldment will meet the design parameters.
Its is crucial to use right filler wire/ electrode, control preheat & interpass temperature and use the correct PWHT temperature.
AISI 8630 Welding Procedure
AISI 8630, or commonly called 8630 alloys, is a low alloy steel alloyed with Nickel, chromium, molybdenum, and chromium compared to AISI 4140 (AISI 4140 Welding Procedure) that lacks Nickel.
AISI 8630 has high tensile strength, yield strength, and good toughness making it a good material for hot forging & rolling.
AISI 8630 steel is used for making gears, shafts, crankshafts & valves for various industries.
Material Specification for supply for AISI 8630
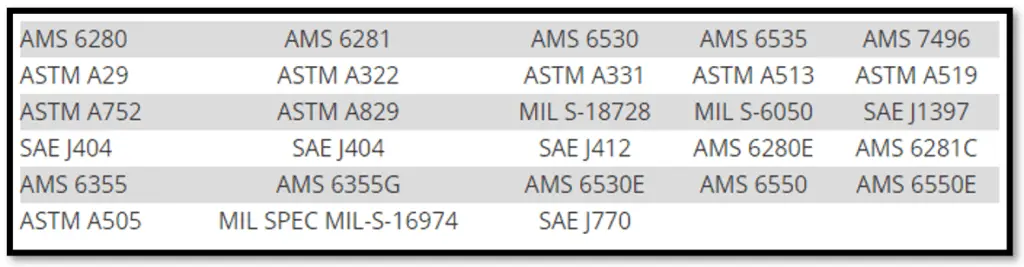
The UNS number of AISI 8630 is UNS G86300. AISI 8630 material specifications are ASTM A752, A829, A331, A513, A519, AMS 6281, AMS 6530. Complete details of AISI 8630 material specifications are given in the below table:
Chemical composition of AISI 8630
AISI 8630 chemical compositions are listed below for reference:
AISI 8130 is having a High Carbon Equivalent along with high strength which makes it prone to weld and HAZ cracking. Stringent control on Welding Preheat is required to avoid any weld cracking issue.
Post heating after welding is very beneficial to controlling delayed cracking by allowing hydrogen diffusion.
After completion of the welding, the welded part shall be allowed to slow cool thus preventing the formation of martensite in the weld and Heat Affected Zone (HAZ).
AISI 8630 due to high carbon content & other alloying elements are prone to martensite formation if the cooling rate is high during weld solidification.
Welding electrode/ filler wire for welding AISI 8630
Stick Welding or SMAW of AISI 8630 shall be carried out using stick welding rod E10018-D2 (AWS A5.5).
The welding rod must be baked properly before use. Always use low hydrogen welding electrodes for welding of AISI 8630 material.
Properly baked/ reconditioned stick welding rods ensure a low level of dissolved hydrogen in weldment and prevent the hydrogen cracking that can occurs in AISI 8630 weldment & HAZ.
TIG or MIG-MAG welding of AISI 8630 shall be carried out using the filler rod ER100S-G. ER100S-G is a high-strength solid wire filler rod.
To ensure a sound and crack-free weld with ER100S-G, preheat the parts before welding and maintain the preheat temperature during the welding.
Preheat/ Interpass for AISI 8630
For welding of AISI 8630 material, apply a minimum Preheat temperature of 500°F or 250°C.
This preheat temperature must be applied to prevent the formation of martensite in the weldment and Heat Affected Zone (HAZ).
You can use our ONLINE PREHEAT CALCULATOR to find preheat temperature for any material based on its chemical composition.
If arc air gouging is the preparation method to be used for AISI 8630, then Preheating before gouging must be exercised.
Preparation for welding by re-machining or grinding does not require preheating as they are mostly cold material cutting processes and will not produce any microstructural changes.
Annealing: if required for improved machining material, it is good to have a coarse pearlite microstructure with a minimum amount of ferrite.
This can be achieved by austenitizing at a temperature of 1550°F (845°C) and furnace cooling to a temperature of 1350°F (730°C) then to 1180°F (640°C) at a cooling rate of 20°F/hr.
Normalizing: Normalizing at a temperature of 1600°F (870°C) followed by cooling in the air.
Hardening: Austenitise the 8630 at a temperature around 1525 °F to 1600°F (830 – 870°C) and followed by water or oil quenching.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.


 welding procedure & guidelines")
 Material: Complete Guide here")
 Material Properties")




