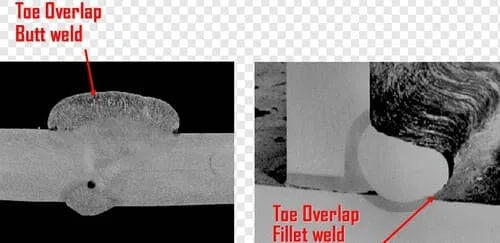
Overlap in Welding is a welding defect that occurs at the toes of a weld and consists of weld metal that has overflowed onto the base metal surface without actually fusing to the latter.
It can be isolated, intermittent, or continuous. It occurs more often in fillet welds and results in an apparent increase in the weld size.
Welding overlap is caused by an incorrect manipulation of the electrode, whereby the weld-metal flows away from the fusion zone.
Too large electrode diameter
The use of too large an electrode in relation to the welding position, and excessive current coupled with too low a welding speed also promote its occurrence.
Excessive weaving
Using excessive weaving will create a large weld pool that is more prone to have unfused toes.
Insufficient cleaning
A Weld surface that is not cleaned properly or has mill scale or other impurities can have a lack of fusion between the weld pool and base metal. As a result, it can cause weld overlap.
When a single-pass fillet larger than 7.5 mm in leg length is made in the horizontal position, the molten metal tends to sag and causes overlapping at the toe of the horizontal member.
As in the case of undercut, slight and intermittent overlapping may be ignored in statically loaded structures, but it should not be permitted in dynamically loaded structures as overlaps act as stress-raisers.
How to prevent overlap in welding?
Welding is a precise skill that requires specific techniques, and if not done correctly can lead to bad-looking welds.
Knowing the proper methods of welding can help prevent overlap in the welds and ensure welds are of good quality.
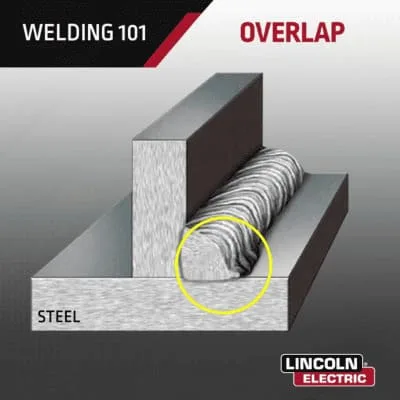
Image credit: S. Mahesh
The following steps will help you achieve good-quality welds by avoiding overlap:
Using stringer beads is an effective way of preventing overlap in welding by ensuring that the weld puddle does not spread too far across the workpiece.
Additionally, it’s important to maintain a correct angle when welding – usually, around 30-45 degrees – as this will help achieve more even penetration into both pieces and reduce any potential for overlapping.
Also, using smaller diameter rods gives you more control over the size of your beads thus reducing overlap.
Finally, when welding out of position it is important to use shorter electrodes as these will provide better control over your weld pool leading to less slag build-up and fewer defects overall.
Generally, welding Overlap is rectified by grinding, chipping or gouging out the excess unfused weld-metal. Care should be taken to leave a smooth surface.
TIG Refusion technique can also be applied for welding overlap repair. In Tig refusion, the affected area is fused using autogenous tig welding.
Why is weld overlap bad?
Weld overlap is a common problem in welding and can cause significant issues with the quality of welds. Weld overlap occurs when two pieces of metal are welded together, but the edges (toes) do not completely fuse together.
As a result, there is no fusion between the weld and base metal, and this can lead to weakened welds that are prone to failure.
The lack of fusion between the weld and base metal means that there is no good fusion between them, which can make them susceptible to cracking or complete failure.
This will be especially true in cases where high loads or cyclic loads are placed on the joint being welded.
In some cases, cracks may start developing at particular points where the two pieces have not fused properly due to overlap. If left unchecked these fractures can quickly spread across the entire length of the joint causing it to fail completely.
The acceptance of overlap is not directly defined in AWS D1.1 for production welds. However, AWS D1.1 gives the requirements for weld profiles applicable to groove welds, CJP, PJP, corner welds and fillet welds in AWS D1.1, figure 7.4.
ISO 5817 standard for fusion welding quality defined clearly the acceptance of Welding overlap (No. 1.13).
For Level C and B quality levels, Overlap is not acceptable. Although, for Quality level D, weld overlap equal to or less than 0.2b is acceptable. Here b is weld seam width.
In API 1104, welding overlap is not covered and hence can be considered as acceptable. Although, the welding inspector/engineer’s final judgment shall be counted as best engineering practices.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.