In the field of heavy machinery, shipbuilding, structures and construction, and other complex welding fabrications consist of numerous welded joints.
Among them, fillet welding is more economical than groove welding, so it is widely used for corner, T, lap joint welding. This is because fillet welding simplifies end machining and fit-up preparation.
Fillet weld is relatively simple to execute and provides a strong weld joint for joining two members for T-Joint, Lap joint and corner weld joints.
Parts of a Fillet Weld
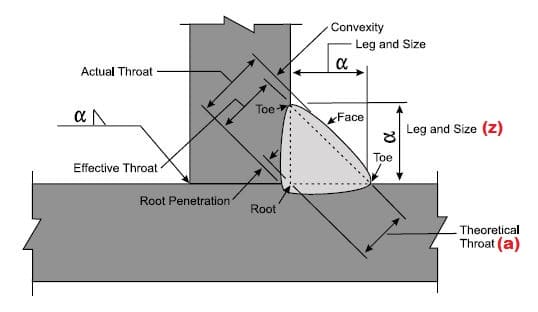
A fillet weld has following main parts that make it up are listed below and shown in the figure:
Leg Length (z),
Throat size (a),
Weld face,
Weld root,
Weld Toe,
Convexity,
Concavity.
Leg Length & Throat Size of a Fillet Weld
By design, the strength of the fillet weld is based on the:
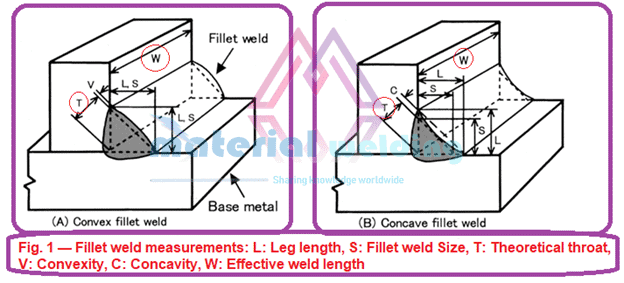
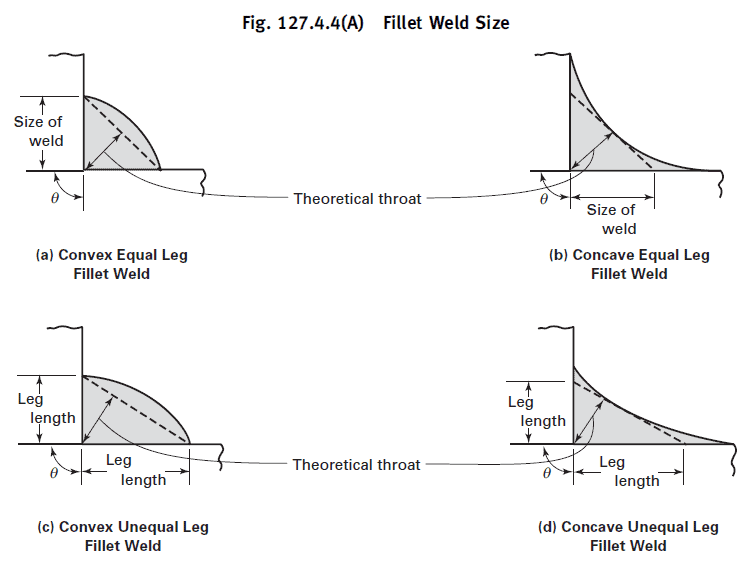
Theoretical throat= design throat thickness (T) and effective area (w) of the weld (T x W), as shown in below Figure.
The fillet weld leg (L in figure above) determines the size of the fillet weld. The fillet weld size is measured as the length of the angular field of the largest right triangle with the cross-sectional area that can be drawn inside the fillet weld.
A Fillet weld leg length size (L, also denoted by z) determines the theoretical throat of the weld. You can use fillet weld size formula to calculate the Fillet Weld size.
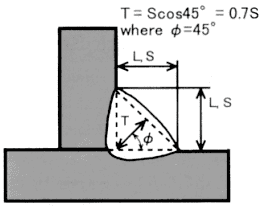
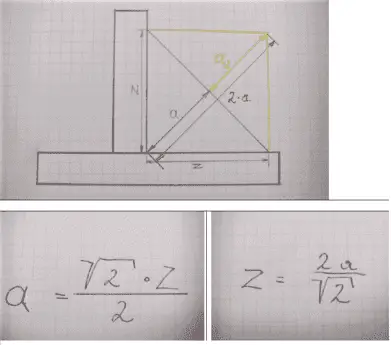
As throat size is difficult to measure in a fillet weld. By measuring the leg length- L (z) and using the empirical formula given below derived by fillet weld geometry, you can find out the throat size (a) of a fillet weld.
Throat size (a) = Leg Length (z) x 0.7 or
Leg Length (z) – Throat size (a) x 1.41
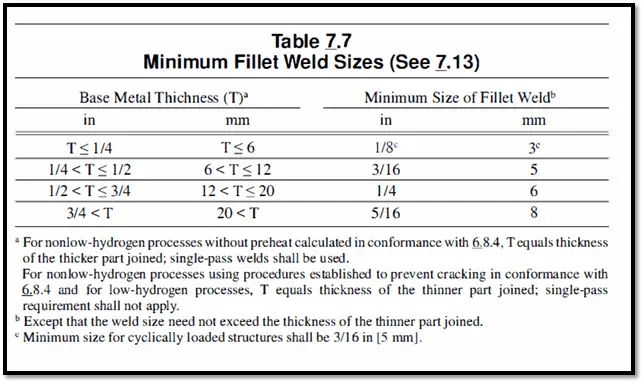
Minimum Fillet Weld Size
The fillet welding size must be sufficient to withstand the allowable weight, but the weld size must not be excessive to reduce welding deformation and cost.
The AWS D 1.1 (Structural Welding Code ― Steel) code, table 7.7 (given below) specifies the minimum fillet weld size for each base material thickness. (e.g., 6-mm size for thickness over 1.5” (12mm) up to 4/4” (20 mm).
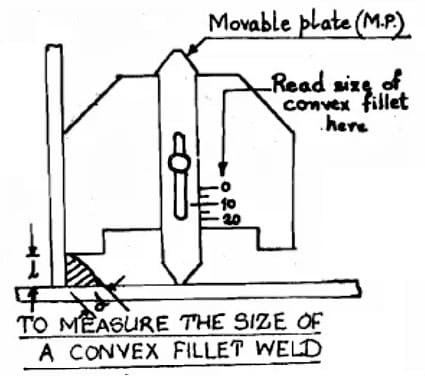
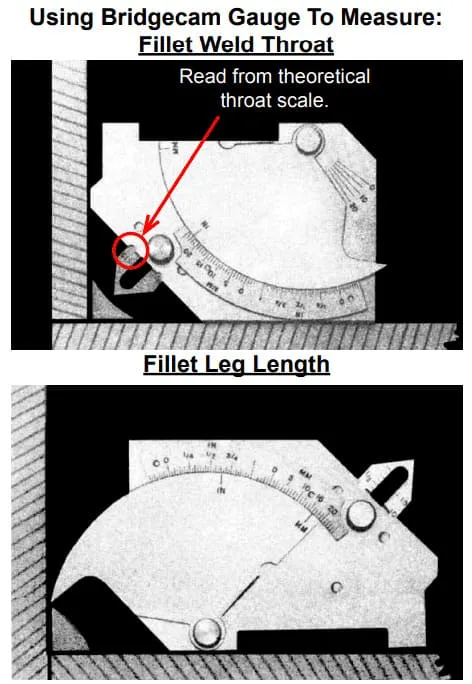
Measuring Fillet Weld Size
Measurements of Fillet Welds is carried out to check:
Leg Length of a Fillet Weld,
Throat size of a Fillet Weld,
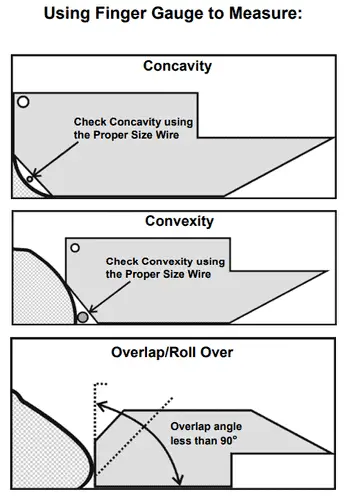
Weld inspection to check excessive convexity, concavity and asymmetry.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.