Welding burn-through is a welding defect that can occurr when welding sheet metals, root run, and hot pass welding using any of the fusion welding processes.
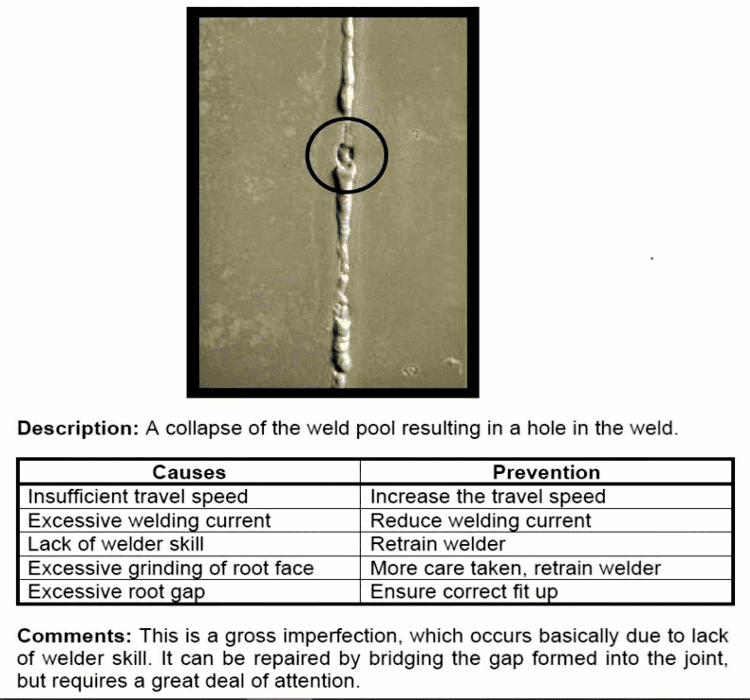
Weld Burn Through occurs when excessive heat is applied during the welding process, resulting in a hole being punched right through the material.
Burn through definition is: “Burn through in welding is a term used to describe the unwanted progression of heat through the base metal and causing a hole or cavity to form.
In simple words- you melt through the base metal. With this term, burn-through is also known as melt-through in welding.”
It is an undesirable outcome due to bad welding that can cause significant damage to weld metals and other materials if not corrected quickly.
In arc welding processes, burn-through can occur when too much heat builds up (for example- either due to slow travel speed or high amperage) in one small area during the welding, resulting in a hole through the base metal.
Welding burn-through causes
Without proper welding techniques, welders have the risk of welding defects. One such defect that welders face is burn-through.
Welding burn-through occurs when the heat generated during welding exceeds the heat-absorbing capacity of the base material or weld metal below the welding run.
There are multiple reasons that cause burn-through in welding. Although all work in the same way- by inducing high localized heating to melt-through instead of depositing welding.
Let us see each of the causes that result in burn through during welding.
High Welding Amperage
High welding amperage is one of the main causes of welding burn-through in excessive welding heat input.
The heat produced from high amperage can penetrate deeper into the base material, which increases the likelihood of burn-through or excessive penetration when welding.
it is important to measure how much current is needed to produce a good quality weld without burning through or overheating any material components.
Follow the welding electrode manufacturer’s recommended parameters or stick to the welding procedure if you are not what amperage to use.
Slow travel speed
When welding sheet metal or root run welding, a Slower travel speed will result in excessive welding heat input and can result in welding burn through, and it is a common problem for new welders.
A slow travel speed will accumulate more heat in the material, and it will have more risk of burn-through even if you use a low welding amperage setting.
The best solution is: to practice welding fast with optimum weld settings. Refer to the welding machine setting chart or don’t hesitate to ask your senior welders for tips.
Welding with weaving bead
Welding with weaving beads is a common technique used in fabrication shops, but it comes with its own set of challenges.
Properly done, it can lead to a weld with good penetration and strength, but if done improperly the heat input can be too high and cause problems such as burn through.
The travel speed of the welding torch also needs to be monitored as reducing the speed can help reduce the risk of burn through as discussed in the earlier point.
When making a welding bead by weaving, it is important to keep an eye on the material temperature as it will get very hot during welding.
This high temperature combined with a slower travel speed increases the risk of burn through if not monitored properly.
Improper welding Joint Preparation
Improper joint preparation, such as excessive root gap, high-low, uneven root face and excessive thickness grinding are the some of the common reasons for weld burn through.
Improper joint preparation can lead to burn through in many different ways. The most common cause is having an excessive root gap between the two metal components being welded.
If there is too much space between the two metal parts, heat and energy will be lost during the welding process burning the thin material at the root.
Additionally, having a high-low or uneven root face can also cause burn through because it increases the amount of time required to fill up the joint with molten metal, thus high local heat and resultant melt through issues.
Poor welding techniques
A good welder knows how to place each weld bead either for root run or hot pass or fill-cap passes. If a welder uses the wrong welding techniques, the outcome will be a disaster.
The poor technique when starting a weld can cause too much heat to be applied at one time, causing the material to melt away faster than it should.
It also leads to an excessive amount of spatter, which will add extra contamination on top of what might already be present.
Selection of the wrong welding process
The selection of the wrong welding process could cost you time and money as well as gift you welding defects.
For example, TIG welding is an excellent choice when working with sheet metal, due to the fact that it provides a high level of precision and control over the welded joint.
But if you use MIG welding with spray transfer mode, you will burn the material due to high heat. With MIG welding, short-circuit or pulse transfer modes are the key to avoiding burn through when welding sheet metal or root run welding.
The improper selection of a welding process can lead to weld burn through, which is when there is too much heat input and the weld metal melts away completely, leaving a hole in the material.
How to prevent weld burn through? Best Tips
Welding is an important skill that many metal workers use on a daily basis. In order to produce quality welds, however, it’s essential that the right steps are taken to prevent weld burn through.
Welding burn through occurs when too much heat is applied and is generally caused by poor technique or joint preparation.
Here are some of the best top 10 tips for preventing the welding burn through the issue:
Weld with lower Amperage & voltage: Reduce your welding current and voltage to have low welding heat input.
Use stringer beads: stringer beads result in higher travel speed and low heat in weld. Go for it.
Joint preparation-make it perfect: Always strive for a uniform root face and root gap. Uneven root face-root gap will cause burn through during welding.
Use pull technique instead of Push one: Push welding technique focuses more heat on the weld and is beneficial for good fusion. Although, if you are facing burn through issue, don’t hesitate to change it.
Use short circuit or Pulse mode: When using MIG welding, go for short-circuit mode or pulse welder especially when welding sheet metals or root run welding.
Practice & practice: practice makes a man perfect; this is true. Welding is a high-skill-level trade, that demands practice. If you are new to the trade, refine your skills.
Arc length- keep it uniform: A variation in welding arc length during weld will fluctuate the welding amperage and can give incidentally rise to welding current. And can cause burn through.
Use backing strip/ backing bar: If possible and with your joint permit, go for backing bars. They are good for welding open root runs without the risk of burn-through.
Avoid weaving: When welding root run or hot pass or thin sheet metals, don’t use unnecessary welding patterns. Weaving. This will help to eliminate the burn through for sure.
Let weld cool: When welding hot passes, maintain a low interpass temperature. Let the metal cool so it can bear more heat without melt through.
In order to fix the weld burn through problem, it’s important to understand what causes it. The culprit is the excessive welding heat.
No one is perfect, and welding defects can happen when doing manual welding.
If you face burn through, and to fix it properly- Let the weld cool first. As it’s just a hole, you need to close it. Use low amperage and use a short tack weld to repair it.
If its shabby, grind this tack and carry other short welds on top of it until you got sufficient weld metal to allow you to deposit a new weld bead.
In case, this is due to an excessive root gap, then use a backing strip or backing bar.
How to stop burn through when welding?
Welding can be frustrating when the weld ‘burns through’, resulting in holes in the metal.
To stop this from happening, there are a few simple tips you can follow to ensure your welds will be perfect every time as explained earlier in this post.
Anyway, firstly, make sure you have the right welding machine and settings for the job – different types of metal require different levels of heat to get an effective connection without burning through.
Another important factor is you have the skills required and good weld joint preparation.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.