Tungsten inclusion in welding is a common problem faced by welders using tig or plasma arc welding. It occurs when particles of tungsten electrodes get trapped in the weld deposit by accidentally.
It can also occur due to the welder’s mistake. Tungsten inclusion can lead to a number of problems including contamination, cracking, and increased hardness of the welded material.
How to detect Tungsten Inclusion in welding?
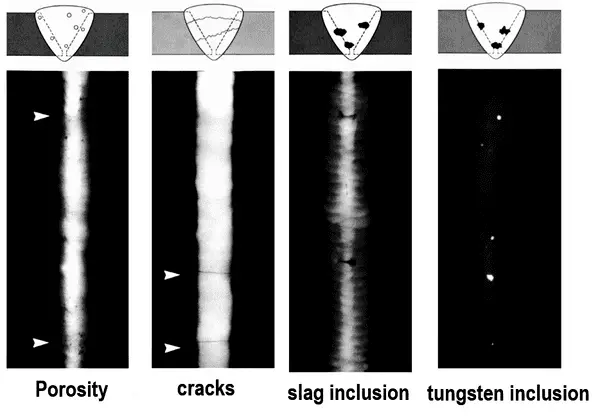
The inclusions are visible to the naked eye only in rare cases. Generally, they are beneath the weld surface and can be detected during the radiographic inspection as the inclusions appear whiter and clearer on the film in contrast to slag inclusions or porosity, which appear darker than the average darkening of the film in the weld-metal areas.
This defect can be minimized by using thoriated tungsten or zirconated tungsten electrodes in preference to pure tungsten electrodes. The use of superimposed high-frequency current for arc starting can eliminate tungsten inclusions at the start of a weld.
What causes tungsten inclusion in TIG Welding & Plasma Arc Welding?
During manual tig welding or plasma arc welding, the occasional and accidental touching or contact of the tungsten electrode to the work or to the molten weld-metal results in the transfer of tungsten particles into the weld deposit.
These tungsten inclusions lead to a welding defect known as Tungsten inclusion in welding.
Tungsten inclusion is a type of contamination that can occur in the TIG welding process. It is caused by tiny particles of tungsten entering the molten metal, resulting in localized concentrations of the tungsten within the weld deposit.
tungsten inclusion causes local hardness spots and can also result in cracking sometimes. Tungsten electrode inclusions are only found during TIG welding and Plasma arc welding as both weldings use non-consumable tungsten electrodes to generate the heat for welding.
Tungsten inclusion in rt film/ x-ray film
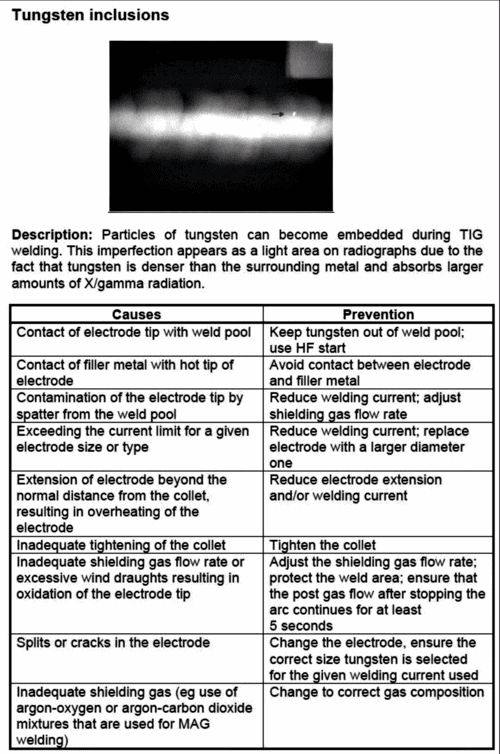
Tungsten inclusion in RT film (radiographic or x-ray) is a common welding defect for TIG welds and can often be visible as a light spot against the dark background of the film.
This phenomenon is due to the high density of tungsten, which absorbs more radiation during an x-ray examination, resulting in an area with increased brightness.
Tungsten inclusion in a radiographic film is the only way to detect this defect using a non-destructive testing method.
How to prevent tungsten inclusion in welding?
Welding is a process that requires careful attention to detail and skilled execution in order to produce acceptable results.
To prevent tungsten inclusion in welding, the first step is to keep the tungsten away from the molten pool at all times when welding.
Additionally, using a high-frequency TIG machine can help provide better control over the arc and further reduce the risk of contamination from the electrode material itself.
Finally, it’s important to use low welding amperage and small electrode extensions.
A summary of important tips to prevent tungsten inclusion in tig welding is given in the below table:
Remember, tungsten gives red & low quantity spark when grinded as compared to steel. Experienced welders can easily identify the presence of tungsten inclusion if present.
It’s important to use the correct grinding tools and techniques during this process so as not to damage other areas of your weld and make sure that all traces of tungsten are completely removed from your workpiece.
Tungsten inclusion acceptance criteria
Tungsten inclusion acceptance criteria are given in ISO 5817 as well as in API 1104 code. AWS D1.1 does not mention tungsten inclusion defect so we can consider it acceptable as per AWS D1.1 Code.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.