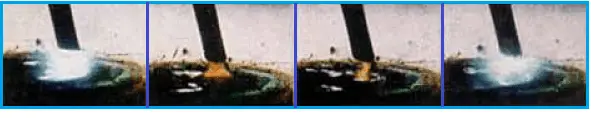
In short circuit transfer, the amperage used in relation to the wire size is low, causing the wire to melt at the electrode tip without detaching.
As the wire feeder continues to feed the wire, the molten electrode tip makes contact with the weld pool, causing the amperage to increase and the magnetic pinch effect to act on the electrode tip.
This results in the magnetic forces pinching off the droplet, which is then drawn into the weld pool by surface tension forces.
The gap between the electrode and the weld pool is then re-established, and the arc is re-established.
This process occurs rapidly, more than 100 times per second, making the short circuits imperceptible to the human eye and creating the illusion of a continuous arc.
What causes Short Circuit Welding?
Short circuit welding occurs when the welding wire comes into contact with the base metal, causing a momentary short circuit. This is also known as “short-circuit transfer” in GMAW (Gas Metal Arc Welding).
What is the difference between spray transfer and short circuit?
In MIG and MAG welding, the spray arc achieves the highest deposition rate. This enables the welder to weld medium and thick plates.
Spray arcs are often used in gas-shielded arc welding for filler and cover passes. The spray arc can be ignited without a short circuit. The material transition is very fine droplets with low spatter formation.
Feature
Spray Transfer
Short Circuit Transfer
Heat input
High heat input
Low heat input
Welding speed
High welding speed
Low to medium welding speed
Welding position
Flat or horizontal
All positions (flat, horizontal, vertical, overhead)
Metal thickness
Thick materials (over 1/8 inch)
Thin to medium materials (up to 1/8 inch)
Spatter
High spatter
Low spatter
Shielding gas
100% CO2 or mixed gas with high CO2 content
100% CO2 or mixed gas with low CO2 content
Voltage and Current
High voltage and current
Low voltage and current
Penetration
Deep penetration
Shallow penetration
Appearance
Rough, with a wider bead pattern
Smooth, with a narrow bead pattern
Skill level required
Advanced welding skills required
Beginner to intermediate welding skills required
For Spray Transfer, a much higher voltage is needed to ensure that the wire does not make contact, ie short circuit, with the weld pool.
The molten metal at the tip of the wire is transferred to the weld pool in the form of a spray of small droplets (smaller than the diameter of the wire).
However, there is a minimum current level or threshold below which the drops will not be violently propelled across the arc.
If an open arcing technique is attempted much below the threshold current level, the low arcing forces will not be sufficient to prevent large drops from forming at the wire tip. These droplets move erratically across the arc under normal gravity.
Short Circuit Welding Settings
Short circuit welding, also known as short arc or dip transfer welding, typically uses lower welding amperage and voltage settings compared to other welding techniques.
Short circuit welding is a type of gas metal arc welding (GMAW) also known as MIG welding.
The settings for short circuit welding depend on several factors, including the material being welded, the thickness of the material, and the welding position. However, there are some general guidelines that can be followed.
Voltage: The voltage setting is usually less than 22 volts. Lower voltages are used for thinner materials and higher voltages for thicker materials.
Wire Feed Speed: The wire feed speed is typically between 80 and 300 inches per minute (ipm). Lower wire feed speeds are used for thinner materials and higher wire feed speeds for thicker materials.
Amperage: The amperage setting depends on the thickness of the material being welded. For thin materials, the amperage should be set lower, around 50-150 amps. For thicker materials, the amperage should be set higher, around 150-250 amps.
Gas Flow Rate: The gas flow rate should be set between 20-30 cubic feet per hour (cfh).
The welding amperage for short circuit welding is generally less than 200 amps for 0.9 mm diameter wire, and the voltage is also relatively low.
The type of shielding gas used in short circuit welding depends on the material being welded.
For carbon-manganese steels, carbon dioxide (CO2) or a mixture of 75% argon and 25% CO2 is commonly used.
Why is Short Circuit Transfer not permitted on pressure vessels, Bridges, and Navel vessels?
Short circuit welding, also known as short arc or dip transfer welding, is best suited for thin ferrous materials and root passes of thicker steels due to its low welding current and voltage.
However, it can be challenging to use the short circuiting mode for thicker materials because of the small wire diameters (1.2 mm or smaller) and low currents (less than 200 A for 0.9 mm diameter wire), which result in a low heat input that can cause fusion problems.
For this reason, welding specifications for critical structural applications such as pressure vessels, bridges, and naval vessels prohibit the use of short circuit transfer mode when the GMAW process is employed.
Carbon dioxide (CO2) or 75% argon – 25% CO2 are the typical shielding gases used for carbon-manganese steels.
Application of Short Circuit Transfer
Since only a small amount of heat is generated with a Short Circuit Transfer mode in welding, this only leads to a lower melting rate.
In some applications, however, this is the best choice! A Short Circuit Transfer or a short arc is used, for example, with thin sheets up to a thickness of 3 mm.
The short arc is ignited by a deliberately created short circuit mode. It is recommended for root run welding and out-of-position welding positions when you do not want the molten metal to flow down with gravity.
The material transfer results in coarse droplets when using short-circuit welding mode.
Advantages of Short Circuit Welding
Short Circuit Welding offers several advantages over other welding techniques, such as:
Lower heat input: Short circuit transfer results in lower heat input to the base metal, which is beneficial for preventing distortion and minimizing the risk of burn-through.
Lower spatter: Since the welding wire does not stay in the molten state for long periods of time, there is less spatter produced during welding.
Better control: Short circuit transfer allows for better control over the welding process, making it easier to achieve a consistent and uniform weld bead.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.