There are fours metal transfer modes in welding as-
Short circuit transfer (Dip transfer),
Spray transfer,
Globular transfer, and
Pulsed transfer mode.
These metal transfer modes in MIG-MAG or GMAW have significant effects on weld profile and weld quality. Before, we learn about each mode in depth, first let us learn the Pinch effect that make the droplet to separate from filler wire end.
What is Pinch Force or Pinch effect in GMAW?
During welding, different forces are applied to the filler wire end, the weld pool, and in the arc, which influences the metal transfer from the electrode end into the weld pool and the final deposit weld profile.
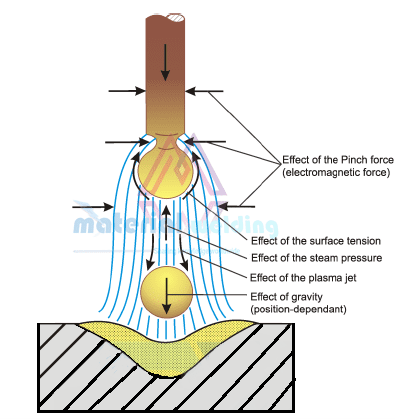
Figure 1 shows the most important forces working on the welding.
Figure 1. Forces in a Welding arc
The pinch force in welding (or Pinch effect in the GMAW) is an electromagnetic force that applies on every current-carrying conductor and grows proportionately to the square of the welding current and decreases proportionately to the square of the cross-sectional area of the welding filler wire.
However, this force is not large and can only become effective if the wire end is semi-solid or liquid. When welding with a low current, the pinch force is not large enough to significantly affect the drop formation but affect large drop transferred to the weld pool.
In welding, metal transfer mode is a technique used to transfer the welding arc from the weld electrode to the workpiece. There are three main metal transfer modes: short-circuiting, globular, and spray. Each mode has its own advantages and disadvantages, which must be considered when choosing the appropriate mode for a given welding application.
Metal Transfer Mode types, their features, applications and material transition properties are given in the below table.
MODE TYPE
FEATURES
MATERIAL TRANSITION
SPATTERING
APPLICATION
short arc
low heat input, low deposition rate
in the short circuit, gritty
small amount
Thin sheet area (up to 3mm), out of position, root welding
transition arc
medium performance
partly in short circuit
stronger
medium sheet thicknesses, constraint
spray arc
high deposition rate
short-circuit-free, fine droplets
small amount
medium and thick sheets in PA (filler and cover layers), fillet welds also in PB
pulse arc
higher heat input than with the short-term arc
short-circuit free, 1 drop per pulse
very low
large working area (thin and
Metal Transfer mode in GMAW (MIG-MAG) Welding
There are four types of metal transfer modes in MIG/MAG or GMAW Welding to transfer the metal from filler wire to weld. These fours metal transfer modes are- Short circuit transfer (Dip transfer), Spray transfer, Globular transfer, and Pulsed transfer mode.
The transfer mode is affected by the type of shielding gas, welding current & voltage, and type of welding machine. A summary of these metal transfer modes in welding is given below. Further in this post, each type of transfer mode is explained in detail.
What is Short Circuit (Dip transfer) Transfer mode in Welding?
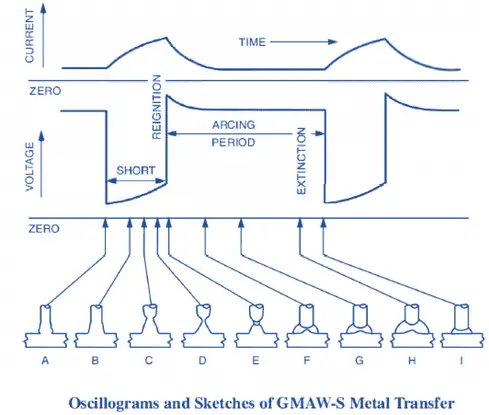
Short circuit mode in MIG-MAG welding also called dip transfer of GMAW-S is a metal transfer mode that takes place in welding with low heat input. The metal is transferred to the weld pool by repeated short-circuits that take place as shown in the below picture.
The shielding gas must contain less than 80% argon with a current below 200 ampere for a short circuit mode to take place.
The frequency of short-circuits can be 20 to 200 times per second. This mode is excluded in AWS D1.1 when using a pre-qualified WPS with GMAW-S. Short-circuit mode is useful with a smaller wire diameter. The welding polarity is usually DCEP in GMAW short-circuit mode.
Due to low heat input in short-circuit mode, it is beneficial for out-of-position welding but also prone to lack of fusion defects. Short circuit metal transfer mode is beneficial for welding thin sheet materials.
Figure 2. Short Circuit (Dip) Transfer, Figure 3 Below
What is Globular Transfer mode in MIG-MAG (GMAW)?
Globular transfer mode in MIG-MAG welding occurs with pure CO2 as shielding gas and high welding current & voltage. In globular transfer mode, weld droplets are large in size and have irregular shapes. Due to the high deposition rate in globular rate, the welding is usually carried out in a flat position only.
Globular transfer mode creates high spatters due to the large molten pools and continuous wire droplets creating a severe disturbance. Watch the above video to see how droplets transfer takes place in globular mode as well as other metal transfer modes. This mode is not suitable for thin sheet and open root welding but good for welding thick joints fill pass and fillet welds.
Figure 4. Globular Transfer mode
Characteristics (Advantages & disadvantages of globular transfer mode)
Irregular metal transfer.
Medium heat input.
Medium deposition rate.
Risk of spatter.
Not suitable for positional welding
What is Spray Transfer mode in MIG-MAG (GMAW)?
In a Spray Transfer mode, the welding arc creates a series of small droplets of a directed stream of molten wire like a spray, hence called Spray Transfer mode. The droplets have a size of 0,5 to 1 times the filler wire diameter. Spray arc produces high heat input and hence is not much suitable for welding thin sheets as well as for open root run welding & out-of-position welding.
Spray arc produces a very good bead appearance with little to no weld spatters. Due to the high heat input mode, usually, water-cooled MIG-MAG welding torches are required for spray transfer mode.
Spray Transfer Mode
Spray Transfer Mode Welding Setting
For a right Spray transfer mode in MIG-MAG (GMAW) welding to occurs, proper setting of shielding gas & welding Parameters is required.
The welding shielding gas shall contains a minimum of 80% argon and the current is above 220 amperes along with a minimum of 22 voltages. During spray transfer mode, there is no short-circuit in between the wire and the workpiece.
Characteristics (Advantages & Disadvantages) of Spray Transfer Mode
The main characteristics, advantages & disadvantages of Spray Transfer Mode in MIG-MIG (GMAW) Welding are:
Free-flight metal transfer & smooth weld surface appearance.
High heat input.
High deposition rate.
Smooth, stable arc.
Suitable for welding fill passes & final passes.
Used on steels above 6mm thickness and aluminum alloys above 3mm thickness.
What is Pulsed transfer Mode in MIG-MAG (GMAW)?
Pulse transfer mode in MIG-MAG or GMAW refers to the precisely controlled metal transfer by modifying the current waveform using an advanced welding power source for welding.
In pulse transfer mode, the welding current varies from a peak current to allow spray transfer mode and a lower background current without any arcing. This offers a very low heat input, little to no weld spatters, and high-quality weld beads. The pulse transfer mode can be used for all welding positions to weld thin-thick materials, open roots, filling passes, and fillet welds.
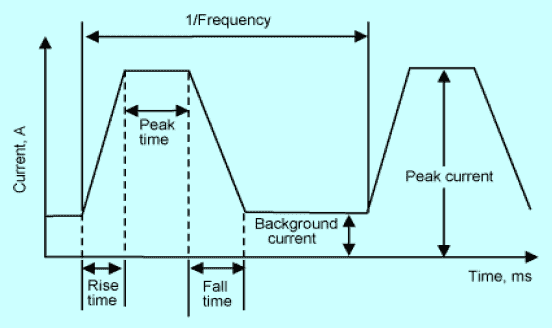
A typical waveform for pulse transfer mode and representation of various terms are shown in Figure below.
Initially, a low background current (about 20 to 80 Amperes) is given to maintain the welding arc, keep the wire tip molten, give stable anode and cathode roots and maintain average current during the cycle. weld droplet separates during the high current cycle. Pulse frequency is generally 50 to 300 pulses.
Characteristics (Advantages & disadvantages) of Pulsed Transfer Mode
Low heat input metal transfer mode.
Very low spatters.
Reduced risk of lack of fusion compared with dip transfer due to controlled heat input.
Control of weld bead profile for dynamically loaded parts.
Process control/flexibility to control welding parameters.
Enables use of larger diameter, less expensive wires with thinner plates, more easily fed (a particular advantage for aluminum welding).
In a normal MIG/MAG welding power source, the welder is required to set the wire feed speed (Current) and select an appropriate voltage. The two variables are dependent on the wire diameter and gas used. This requires the welder/operator to have knowledge of the relationship between current and voltage for having good welding results.
In a synergic (non-pulse) MIG/ MAG welding set, there is a one-knob dial that defines the wire feed speed. The microprocessor within the equipment will select the optimum voltage from a look-up table (a synergic curve) to match the given current.
The synergic curve has been developed to give the best possible settings for a particular current/wire feed speed. So, now the welder is not responsible to select the right voltage. A trim button can be used, which allows the user to decrease or increase the voltage by a small percentage. The trim action allows the welder to make small corrections in voltage to suit the variables at the workpiece.
Short Circuit Transfer vs Spray Transfer Mode
The Short Circuit Transfer mode occurs with low welding amperage (generally less than 180 Amp) while Spray transfer mode occurs at high welding amperage & voltage. While Spray transfer mode requires minimum of 80% Argon shielding gas, there are no such restrictions on short circuit transfer mode.
There is direct contact of welding wire with the workpiece in short circuit transfer while in Spray transfer mode once the arc is established, no more direct contact between welding filler wire & workpiece takes place.
In addition, the welding deposition efficiency is higher in spray transfer mode compared to short circuit transfer mode. While short circuit mode can be used for all position welding, spray transfer mode is restricted to be used for flat positions only.
Metal Transfer mode in SMAW or Stick Welding
In SMAW or Stick welding, metal transfer takes place via spray transfer or globular transfer modes. There are no pulse transfer mode in SMAW welding. The type of electrode coating decides the mode of metal transfer in SMAW.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.