The submerged arc welding process or also known as SAW welding is an automatic and high productivity fusion welding process. Compared to the Stick welding or SMAW process, granular flux in the process is laid on the unwelded seam area.
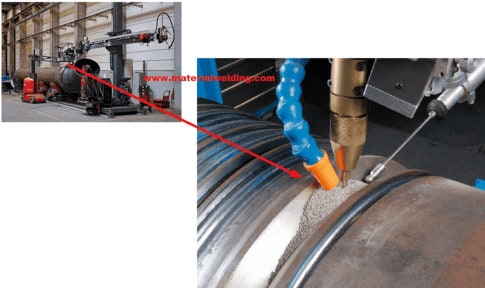
During welding wire is fed continuously from a wire spool and arc burns underneath the flux as shown in the below picture and video.
So, the welding is not visible with eyes and hence no welding helmet is required in SAW welding. No external shielding gas supply is required in the submerged arc welding process.
Principles of SAW Operation
in SAW the arc is inside the flux blanket placed on the welding area. The welding heat melts the flux and forms the slag. SAW flux is a non-conductor of the electricity at room temperature but becomes electrically conductive at high temperatures during welding.
Due to this reason, wire wool is placed to provide a conductive path between the welding wire and workpiece in SAW welding operation.
The heat generated by the welding arc melts the welding wire, flux, and base metal to produce a welding joint. The molten slag forms a slag layer over the welding and unmelted slag is reused.
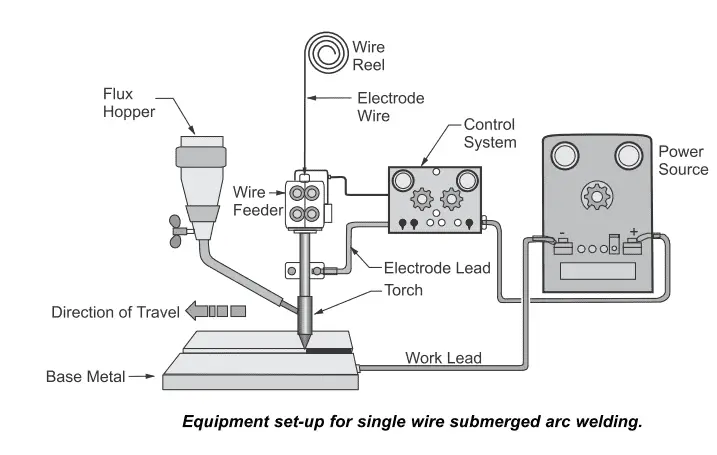
Equipment and current types in SAW Welding
Submerged Arc welding (SAW) equipment set-up for the single-wire system is shown in the below picture. SAW machine’s main parts are:
In submerged arc welding (SAW) usually direct current electrode positive (DCEP) is used for most applications. DCEP gives deep penetration, good arc start, better bead profile, and less welding porosity.
Direct current electrode negative (DCEN) polarity is used for a larger diameter to increase the weld deposition rate. But DCEN is prone to a lack of fusion defects. So, in SAW both CV (Constant voltage) and CC (Constant current), type welding power sources can be used.
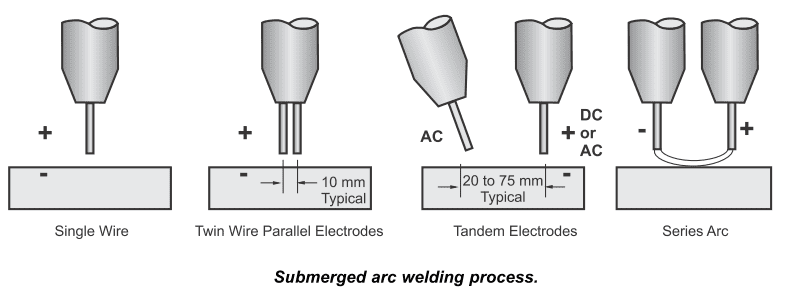
SAW welding requires high current and voltage hence power sources are generally designed up to 1500 ampere current. In practice, the current is limited to 1000 ampere to avoid the burn-through problem in welding. Different welding techniques are available for SAW welding such as Tandem SAW, Narrow gap, and series arc type.
Advantages and Applications of Submerged Arc Welding
Submerged Arc Welding or SAW has distinct advantages compared to conventional welding processes. The main advantages or benefits of SAW are:
The high welding deposition rate
No external shielding gas is required.
Fast and quality welds.
No requirements for any welding helmet
Fully automated welding process.
High-quality uniform weld bead appearance
No spatters.
Easy to learn for welder/ operators.
Submerged Arc Welding is used mainly for welding pressure vessels, tanks, and pipe welding. SAW can only be used for welding longitudinal seams or circumferential welds seams.
SAW welded pipe is one of the main applications where pipes are manufactured by rolling the plate and welding in straight seams in the longitudinal direction. It is also used for welding helical or spiral pipes.
Classification of Submerged arc Welding (SAW) Electrodes
as per SFA 5.17, SAW wires are classified into 3 types: 1. low Manganese type, 2. medium manganese type and 3. high manganese.
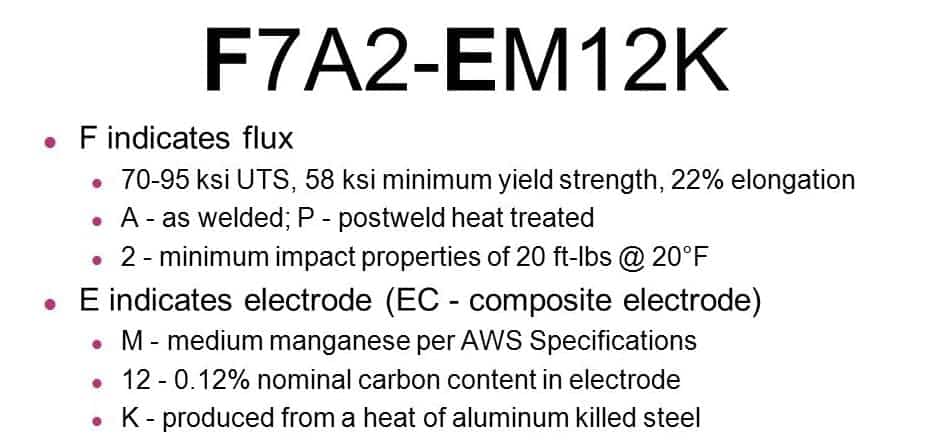
Here, most commonly used EM12K wire classification is an example of SAW wire as per AWS A5.17. Here:
E means Electrode. If it is EC it means a composite electrode.
The next letter, ‘L’, ‘M’, or ‘H’ refers to the amount of manganese in the wire as low, medium & or high.
The next numbers provide a chemical composition of wire. (e.g. here is 12).
At last, the final 2- 3 optional numbers give the weld deposit hydrogen level.
F6P5-EM12K-H8 hence is a full SAW classification with suitable welding flux. In this classification, SAW filler is capable of making a weld of 60 ksi (415MPa) UTS, the toughness of 27 Joules at minus 50°F after PWHT.
Another example F43A2-EM12K is a complete classification for a flux-electrode combination. The meaning of F43A2-EM12K flux wire combination will make a weld deposit, in the as-welded condition, having a UTS of 430 to 560 MPa and Charpy V-notch (CVN) toughness of at least 27 J at -20 °C when produced with an EM12K electrode under the conditions called for in this specification.
The absence of an “S” in the 2nd place means that the flux being classified is a virgin flux.
The working of the above Submerged arc welding types is shown in the below picture.
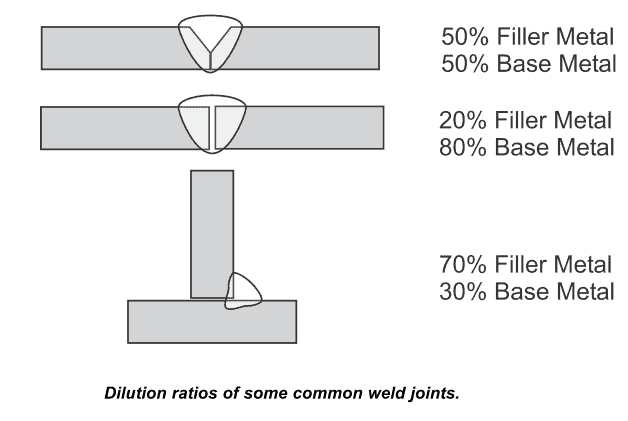
Factors of dilution rate in SAW Welding
In SAW, the joint configuration is the main factor that affects the dilution rate along with welding current. In general, the below figure shows the effects of the welding joint type of the weld dilution.
types of flux in SAW Welding
Submerged arc welding Fluxes are classified based on the manufacturing method, its activity & effect on weld deposit chemistry. There are four main types of SAW fluxes:
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.




")




?")

