This method is commonly used in the construction of pressure vessels, storage tanks, and pipelines, as it provides a high level of structural integrity and stability.
CJP Meaning in Welding
CJP stands for Complete Joint Penetration in welding.
CJP Weld refers to a welding technique where the filler material completely penetrates the joint through the root, filling the entire joint and creating a full-penetration root weld throughout the weld length.
The goal of CJP welding is to produce a joint that is as strong as the surrounding metal, with no weak points or stress concentration points.
CJP Groove Weld
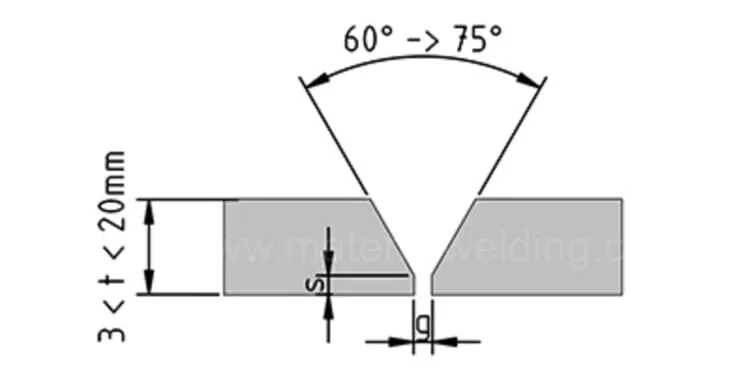
CJP Groove Weld is a type of welding joint in which a complete joint penetration (CJP) weld is achieved in a prepared weld groove.
As you can see in the below example, to achieve a CJP groove, it is ideal to have a sufficient root gap to allow weld penetration.
The groove is typically made by machining, cutting, or forming the metal to create a space for the welding filler material to penetrate.
CJP Weld Symbol or callout
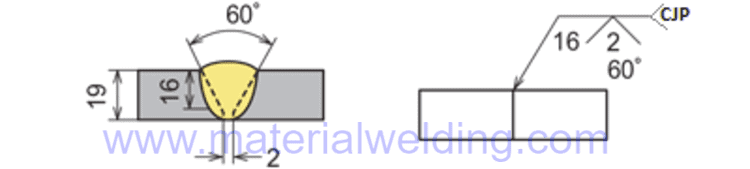
The CJP Groove Weld symbol or callout is a standard welding symbol used to indicate a Complete Joint Penetration (CJP) Groove Weld on technical drawings and blueprints.
The symbol consists of a reference line, arrow, and weld symbol that specify the type of groove, the size and shape of the weld, and other important details.
The tail section is used to specify that the particular weld is a CJP Weld joint as shown in the example above.
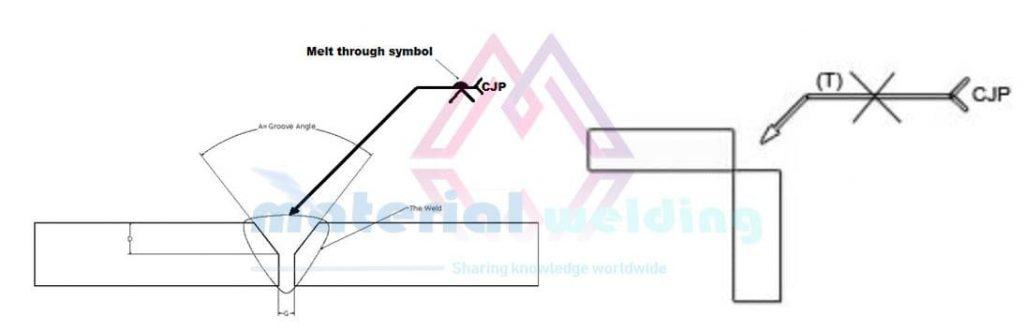
A CJP T Joint Weld is a type of welding joint in which two pieces of metal are joined at a T-shaped intersection, with a Complete Joint Penetration (CJP) weld.
In a CJP T Joint Weld, the filler material penetrates the entire joint, filling the entire T-shaped intersection and creating a full-penetration weld along the entire length of the joint as shown in the below example.
CJP T-Joint is also called HV joint as per EN 15085-3 standard.
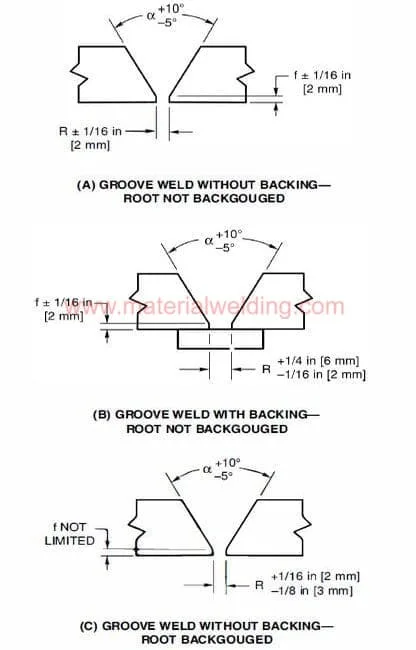
The T-shaped joint is typically prepared by beveling or chamfering the edges of the metal pieces to be joined.
This preparation process creates a space for the filler material to flow into, ensuring that the entire joint is filled and providing a strong and reliable connection between the metal pieces.
The steps for a Complete Joint Penetration (CJP) Welding Procedure are as follows:
Joint preparation: The metal pieces to be joined are cut and prepared to the correct shape and size to ensure a proper fit. The edges of the joint are beveled or chamfered to create a space for the filler material to flow into.
Cleaning: The joint surfaces are cleaned of any dirt, oil, grease, or other contaminants to ensure a clean and effective bond between the metal pieces.
Tacking: The metal pieces are tacked together using small amounts of filler material to hold them in place during the welding process.
Welding: The filler material is applied along the entire length of the joint in a single pass or multipass welding, filling the entire joint and creating a full-penetration weld.
Inspection: After the welding is complete, the joint is inspected to ensure that the welding was performed to the correct specifications. This may involve visual inspection, x-ray, ultrasonic, or other non-destructive testing methods to verify that the weld is free of defects and has the correct profile and penetration.
Post-weld treatment: Depending on the application, the joint may need to undergo post-weld treatment such as stress relief, normalizing, or annealing to improve its mechanical properties and performance.
It is important to follow established welding codes and standards, such as those set by the American Welding Society (AWS) or the International Organization for Standardization (ISO), when performing a CJP Welding Procedure.
This helps to ensure that the welding is performed correctly and safely, and that the joint meets the required specifications.
What is the difference between CJP and PJP welds?
CJP welds penetrate through the entire thickness of the joint, while PJP (Partial Joint Penetration) welds only partially penetrate the joint.
What is the advantage of using CJP welding?
CJP welding results in stronger and more reliable joints compared to PJP welding, as well as reducing the risk of incomplete fusion and other defects.
What is the cost of CJP welding compared to other welding techniques?
The cost of CJP welding can be higher than other welding techniques due to the increased preparation and welding time required, but it results in a stronger and more reliable joint.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.










 Joint: Everything You Need to Know")
