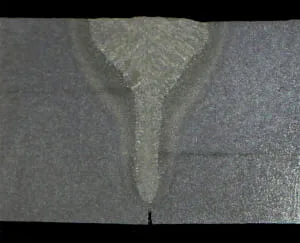
Incomplete penetration in welding or also called IP defect in Welding occurs at the root of the joint when the weld-metal fails to reach it or the weld-metal fails to fuse completely with the root faces of the joint.
As a result, a void remains at the root zone, which may contain slag inclusions. In a fillet weld, poor penetration at the weld root- zone can give rise to cracking.
Incomplete penetration in welding occurs when there is an inadequate amount of fusion between the weld and the base metals at root side.
It can often be difficult to detect without thorough inspection, as it does not always result in visible defects.
Incomplete penetration in a groove weld joint.
Incomplete penetration in welding joint affects the strength of a weld joint, making it weak. Incomplete joint penetration reduces the weld strength due to decrease in the weld size.
To ensure complete penetration in welding operations and maximize the strength of the welded joint, there are several steps that must be taken as:
select an appropriate size filler metal diameter rod. For smaller gaps, use smaller dia rods so it can reach to the weld root.
Use high welding amperage to increase penetration depth.
Avoid using zero root gap or smaller root gap.
Use right torch angle and direct the torch to the root.
Avoid welding with high travel speed. A high travel speed will not give sufficient heat for fusion.
Weld in flat position if possible.
Avoid large root face as it will need higher welding to fuse.
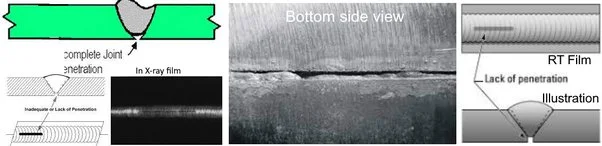
Incomplete fusion can be detected by visual examination using direct visual where root is visible. For non-accessible incomplete penetration inspection use mirror or borescope tools.
Non-destructive testing such as Ultrasonic testing and radiography can also be used to detect incomplete fusion or penetration in welding joints.
Incomplete fusion can result from excessive amperage as it will create a large weld pool. But mostly, higher amperage with right voltage setting is beneficial to eliminate incomplete penetration of fusion problems.
Weld Fusion is considered sufficient when the fusion is physically connected to both walls of the joint and forms a continuous seam along the entire length of the joint.
Insufficient fusion can often be determined with the naked eye. It must be eliminated to ensure the necessary strength of the connection.
To get rid of insufficient fusion, try to increase the strength of the welding current or use the technique of straight-line welding.
Make sure the edges of the connection are clean enough, or remove dirt using AWS Class E6010 or 11 electrodes. If the gap is too wide, adjust or fill it using the wave welding technique.
Incomplete penetration causes and remedies
Incomplete penetration can be caused by a variety of factors such as incorrect electrode angle or improper electrode size selection.
Following are the main causes for Incomplete penetration in welds:
1. Poor weld preparation.
2. Using the wrong parameters such as too much current with too little wire feed or the other way around.
3. Little welding consumables are added.
4. Wrong filler material.
5. Welding too fast, which can result in an incomplete weld seam with binding errors, etc.
6. Introducing too little heat, resulting in a “cold weld”.
7. Introduce too much heat, as this can lead to distortion of the workpiece & inadequate filler deposition to the weld root.
Prevention of Incomplete Penetration in Welding
To ensure sufficient strength of the welded joint, it is necessary to ensure sufficient fusion of the material throughout the depth of the joint. To solve problems with insufficient penetration, try using a higher current or a lower welding speed.
To penetrate deep narrow gaps, use electrodes of small diameter. Don’t forget to leave some gap at the bottom of the connection.
Incomplete penetration is caused by incorrect size of electrode in relation to the form of the joint, low welding current or inaccurate joint preparation and fit-up. It occurs more often in vertical and overhead positions.
In a butt weld where access is possible only from one side, adequate root penetration is ensured by using a temporary permanent backing and depositing the first pass with a sufficiently high current.
When a butt joint is to be welded from both sides, care must be taken to chip out or flame gouge the back of the first run before depositing the backing run from the second side of the joint.
The groove formed after chipping or gouging must reach the sound metal and be wide enough to permit proper manipulation of the electrode and ensure full penetration of the weld-metal while the backing run is being deposited.
Incomplete penetration acceptance criteria
Incomplete penetration acceptance criteria is a term used to describe the necessary requirements that must be met before a structure can be accepted as complete.
When it comes to incomplete penetration, these criteria are particularly important as they will determine whether or not a weld can be accepted or not.
Welds having incomplete penetration shall be repaired.
As specified in AWS D 1.1, Table 8.1: Weld/Base metal fusion, there shall be complete fusion between the base metal and weld metal to accept the weld in visual inspection.
ISO 5817 Incomplete penetration acceptance criteria
Incomplete penetration is not acceptable for weld class B & C as per ISO 5817 acceptance. For category D class, short length imperfection of incomplete root penetration is acceptable but condition to that it shall be less than 0.2 x plate thickness (but a maximum of 2 mm).
API 1104 Incomplete penetration acceptance criteria
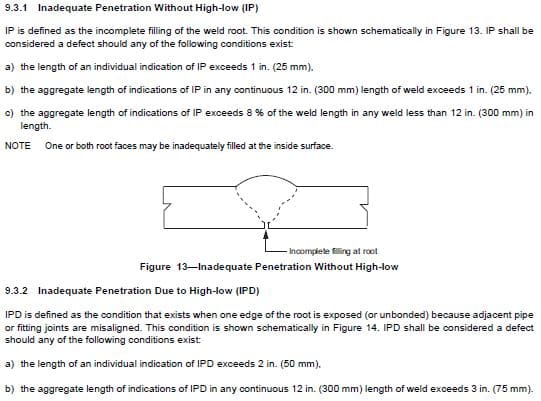
In API 1104, Incomplete penetration is referred as Inadequate penetration. API 1104 address inadequate penetration in following conditions:
Inadequate Penetration Without High-low (IP)
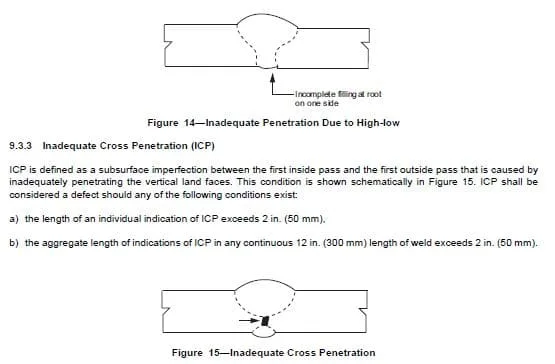
Inadequate Penetration Due to High-low (IPD)
Inadequate Cross Penetration (ICP)
The acceptance of inadequate Penetration Without High-low (IP) is that the length of individual indications shall be as given below:
Incomplete Penetration in Fillet Welds
The In a fillet weld, adequate root penetration is ensured by using the correct size of electrode (4- or 5-mm diameter) and sufficiently high current, and directing the arc towards the root during deposition of the root pass.
In fact, the largest size of electrode consistent with ease of manipulation and joint thickness should be preferred. As far as possible, fillet welds should be made in the flat position using manipulators or other positioning devices.
Rectification of this defect is a very costly proposition, because it requires removal of the entire thickness of the weld and rewelding.
Care must be taken that after removing the defective metal, a sufficiently wide groove remains, in which the electrode can be correctly manipulated.
Incomplete penetration vs lack of fusion
Incomplete penetration and lack of fusion are two distinct welding defects.
Incomplete penetration refers to a situation when a weld does not penetrate deep enough into the material being joined.
This causes weak points in the weld, meaning it can break easily under stress or vibration, potentially leading to catastrophic failure in critical applications.
Lack of fusion is caused when there is an insufficient bond between different pieces of metal or other materials being joined together through welding.
This prevents the weld from forming a solid structural bond and could lead to shear forces that cause the joint to fail over time.
Both incomplete penetration and lack of fusion can be caused by several factors, including improper joint design, incorrect parameters settings on the welder, and inadequate electrode manipulation techniques by the welder themselves.
The best way to ensure proper complete penetration and fusion is to follow correct welding procedures, including setting up appropriate welding parameters such as travel speed, current level and arc length.
Welding machines should also be regularly calibrated in order to maintain stable conditions throughout each weld pass.
Jiten Karmakar is an NDT Specialist, holding ASNT NDT Level III and ISO 9712 NDT Level III Qualifications. He is having vast hands-on practical and theoretical experience with all major NDT Methods and technique.