Liquid penetrant testing (LPT) or also known as the Dye penetrant test (DP Test) is a surface NDT method used worldwide for various type of inspections for raw material, process jobs and welded parts.
Penetrant testing is economical, quick, require least equipment setup but need NDT technician with high interpretation skills for precise results.
An NDT technician carrying the test requires penetrant, developer and cleaner along with lint cloth for penetrant removal and cleaning. This makes the Penetrant Testing very handy and portable for field applications.
Being a highly sensitive NDT method, the test allows the locate and identify small imperfections that might not find with the naked eye.
The sensitivity of the Penetrant Testing is similar to Magnetic Particle Testing if carried out with right procedure & by qualified NDT personnel.
Principle of Dye Penetrant Testing (DPT)/ Liquid Penetrant Testing (LPT)
Dye Penetrant Test method uses certain types of liquids (Liquid with special viscosity & contact angle) which have the property of entering into fine surface discontinuities by capillary action, and remaining there when the excess liquid penetrant is removed.
A suitable developer (White developer in case of Visible Penetrant Testing technique) is then applied.
Against the background of this developer, the retained penetrant stands out by contrast (E.g., red color in Visible Penetrant test technique) and reveals the defect or flaws present on the test surface.
Other names of Penetrant Testing (PT)
Penetrant testing is used around the globe and has been developed its different names. The most notable terms used for this NDT methods are:
Penetrant Testing ( or PT), and
Liquid Penetrant Testing ( or LPT),
Dye Penetrant (or DPT).
What are the types of Liquid Penetrant Testing (PT) Method?
Liquid Penetrant testing (LPT/DPT) methods can be divided into two major groups:
Dye Penetrant testing (DPT)
Fluroscent Penetrant Testing
The major difference between the two types of tests is that DPT utilizes a visible penetrant, usually red color that produces a contrasting indication against the white background of the developer.
The first method involves use of a liquid that fluoresces under black light, which is near ultraviolet light and just beyond the range of the visible spectrum.
Fluorescent penetrants are either basically water-washable or require the application of an emulsifier to render them water-washable.
Visible dye technique uses a penetrant which carries a red dye that contrasts sharply with the background of a white developer.
Visible dye penetrants also are either directly water-washable or can be made so by the addition of an emulsifier.
What are the Suitable Material types of Dye Penetrant Testing (DPT)?
For fluorescent penetrant testing the medium employed is fluorescent liquid i.e. a liquid that glows when illuminated by ultraviolet light (UV) or black light of a wavelength of around 3650 Armstrong. Both these methods are equally effective when applied properly.
In the case of the fluorescent dye, the part is finally examined under black light in a darkened room. The defects glow brilliantly against the darker background.
In the case of the visible dye, the defects show up as bright red markings against the white background of the developer.
Dye penetrant (DP) solvent removable method
The solvent removable DP test is the most widely used & portable technique of penetrant testing methods. This technique requires 3 aerosol cans that are sufficient to perform the test effectively.
They are –
Solvent cleaner,
Red penetrant, &
White developer.
All these types of aerosols are applied to the parts by spraying. The solvent removal is an easy PT method but requires training to perform the test and carry out the evaluation.
DPT is used for testing most materials to detect the surface opening discontinuities such as cracks, porosity, inclusions, lack of fusion & penetration in stainless steel, carbon steel, magnesium, and copper alloys (Brass & bronze), nickel alloys, and many other types.
What are the Advantages of Dye Penetrant Testing (DPT/LPT):
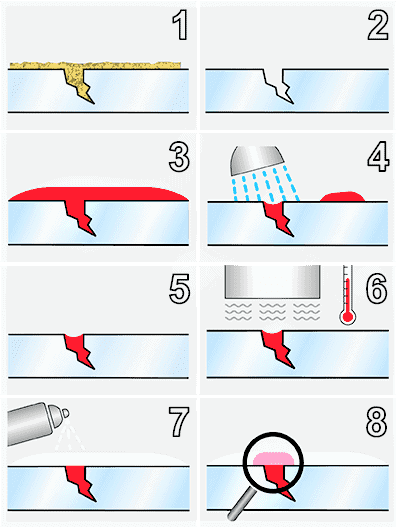
The penetrant testing (PT) NDT method consists of six basic operation steps independent of the type of penetrant and penetrant removal method as listed below:
Surface preparation: Preclean and dry the test object.
Penetrant Application: Apply the penetrant by spraying or brushing or dipping the part to the area of interest.
Dwell Time: Give sufficient dwell time for the penetrant to wet the surface and sip in the flaw.
Removal of Excess Penetration: Carefully remove all the excess penetrant from the part surface. Make sure not to disturb penetrant from the discontinuities.
Application of Developer: Apply the developer to the prepared area. Monitor the area for the development of indicators.
Surface Inspection: Regular monitoring of the surface for indication formation, interpretation, and evaluation at this stage is required.
Post Cleaning: Carry out the post-cleaning to remove the residues of the tests.
How to do liquid penetrant testing?
The basic steps that needed to perform Dye Penetrant (DP) or Liquid Penetrant Testing (LPT) are listed below:
All parts of the area to be tested shall be free from contamination (such as dust, oil, grease, welding slag, spatters, paint, and chromates etc.) that inhibits flows of the penetrant into cracks or other surface openings.
Solvent cleaning is the most common surface cleaning method in PT. Shot blasting for surface cleaning is not recommended as this peens-over the cracks resulting in their closure. Make sure to dry the part completely after cleaning.
2. Penetrant application
after the part has been cleaned, dried, and cooled to a temperature below 125°F or 52°C, the penetrant is applied by spraying, brushing or dipping the part in the penetrant. Small parts are usually dipped.
On large & complex parts, spaying is the effective technique of penetrant application. For fine flaws such as fissures, it may require more than one time of penetrant application.
3. Dwell Time
Dwell time in the penetrant testing means the time period after the application of the red penetrant to let it sip into the discontinuity.
The typical range of dwell time is 5 to 15 minutes although, for small flaws such as fissures and micro-cracks, it can be up to 30 minutes. Dwell time shall be practiced very strictly to achieve high sensitivity in this test.
4. Removal of excess penetrant
After the required dwell time, the excess penetrant is removed by using a solvent. The most commonly used DPT solvent is acetone or trichloroethylene.
Usually, the solvent is applied by using a clean lint-free cloth and repeating the operation until all traces of excess penetrant are removed. The part is then allowed to dry by normal evaporation before applying the developer.
5. Application of developer
After the excess penetrant is removed, the developer (which consists of fine chalk-like silicates that soak up the liquid penetrant from the discontinuity) is applied in order to make the cracks or other surface openings readily visible by blotting paper action.
The developer draws the penetrant out on each side of the opening increasing the size of the indication.
The length of time before the coated area is visually observed for indication is usually not less than 5 minutes of the manufacturer’s recommendation.
After developer application, the surface is inspected for flaws in visible light for DPT. Follow the approved penetrant testing procedure guidelines for interpretation & evaluation.
The inspector must be able to differentiate between a relevant and false indication at this stage.
7. Post cleaning
Post cleaning is required where the developer or residual may interfere with subsequent operation or service requirements.
It is particularly important where residual PT might combine with other materials in service to produce corrosion products.
Post cleaning shall be carried out immediately after inspection to avoid adhesion of the developer on the surface.
Dye Penetrant Developer Types
Developers are either in the form of dry powder, suspension in water or non-aqueous wet developer.
Dry developer is applied by dusting on the completely dry part. Suspension-type wet developers are applied by brushing or spraying.
When a non-aqueous wet developer is being used, the surface must be perfectly dry as when the dry powder is used.
In the case of the water suspension developer, the surface need not be dry, but the drying becomes necessary after the application of the developer. After the developer has been applied, sufficient time must be allowed to draw or blot out the penetrant from the discontinuity.
After the completion of inspection, the part or area is cleaned with a suitable solvent. This inspection method is suitable for locating discontinuities which are open to the surface.
It cannot detect subsurface defects. But within its scope it is as effective as magnetic particle inspection.
Liquid penetrant testing applications
Liquid Penetrant Testing or Dye Penetrant Testing is used for performing the surface inspection for welded parts, machined parts, casting and forging.
The main applications of Liquid Penetrant Testing or DPT are:
Surface NDT inspection of weldments in plates, pipes.
Penetrant testing to find defects in machined parts.
Surface inspection for highly critical aerospace components.
Inspection of welding repairs to ensure complete defects removal.
Surface inspection of in-service materials to verify presence of material defects.
Inspection of components to check their integrity.
liquid penetrant testing defects
Click here to learn about Various Welding Defects that can be found by Dye Penetrant Testing.
Jiten Karmakar is an NDT Specialist, holding ASNT NDT Level III and ISO 9712 NDT Level III Qualifications. He is having vast hands-on practical and theoretical experience with all major NDT Methods and technique.
2 thoughts on “Liquid Penetrant Testing (DP Test) Guide”
could u please explain the uses developer in PT tests.some notes divided developer in two classification one is non flourescent type dev. and the is
flourescent .
what is the application and uses in two types.
Thank you for your comment. Classification based on Fluroscent and the color contrast is for the Penetrant method in PT. The developer are mainly 4 types as stated in this article. Fifth type of developer can be any specific type for special applications which is not listed.









")





could u please explain the uses developer in PT tests.some notes divided developer in two classification one is non flourescent type dev. and the is
flourescent .
what is the application and uses in two types.
Thank you for your comment. Classification based on Fluroscent and the color contrast is for the Penetrant method in PT. The developer are mainly 4 types as stated in this article. Fifth type of developer can be any specific type for special applications which is not listed.