Welding of sheet gauge looks simply but it requires a lot of skills and perfection to produce good-looking welds. The welding problems of warpage due to heat, burn through, high melting of base metal, control of heat input is always a concern.
To produce a strong weld, at least stronger than the sheet is very important when welding thin sheet gauge materials. Gauge sheets are available in mild steel, carbon steel, stainless steel, and aluminum. They are mostly zinc galvanized when made from mild steel or carbon steel to prevent corrosion.
People use the common term ”Gauge” for sheet metal worldwide and many people are not aware of what is Gauge means. For example, what is meant by 20 gauge sheet steel? So, before we dig deep into welding guidelines, first let us understand the gauging system used for sheet metal.
Sheet Metal Welding
What is mean by Sheet metal Gauge?
Sheet metals are identified by gauge for example 10 gauge, 12 gauge, 15 gauge, or so on. Gauge numbers are the unique numbers given to tell the thickness of the sheet metal.
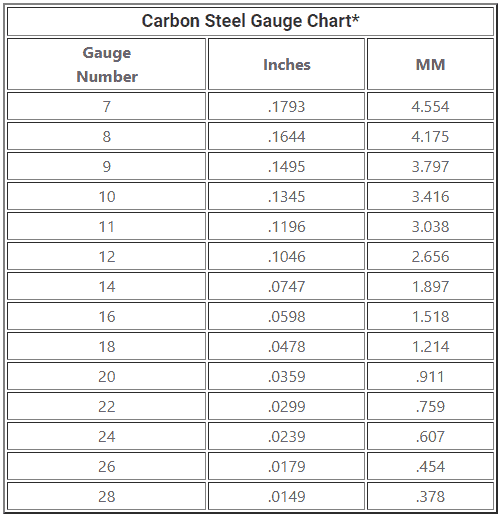
A gauge chart, as shown in the below picture for carbon steel is used to find out the sheet thickness for a given gauge number. For example here, Gauge Number 7 has a sheet thickness of 0.1793 inches or 4.5 mm.
Various welding processes are used for sheet metal welding, both fusion welding processes as well as resistance welding processes.
Fusion welding processes offer portability, can weld out-of-shape parts, big sizes components while resistance welding processes are limited to smaller parts and to shop welding only as the resistance welding equipment are bulky and require quite a lot of equipment setup.
The following are the main welding processes used for Sheet Metal welding:
MIG-MAG welding of thin sheets (22 gauge to 7 gauge)
MIG Welding or GMAW is the most common welding technique used for welding thin sheet metals. MIG/ MAG process is widely used in automobiles as well as structural welding of gauge sheets.
MIG welding offers good usability to weld thin sheets as well as thick sheets with the same welding machine by varying the welding parameters.
How to Weld Thin Metal
The 0.023, 0.030, 0.035, and 0.045 diameter GMAW Filler wires are the suggested for the short-circuiting GMAW-S mode to weld thin metal. For carbon steel use carbon dioxide (CO2) or a combination of 25% CO2 and 75% argon (Ar) for Welding Shielding gas. The welding current depends on the material thickness.
For thin sheet metal welding it can be 30 ampere while for thicker (e.g. 1/8” square groove weld)- it can go up to 220 ampere for example.
GMAW-S gives low heat and makes it easy to use in all positions on sheet metal, low carbon steel, low alloy steel, and stainless steel sheet metal from 25 gauge (0.02 inch or 0.5 mm) to 12 gauge (0.1 inches or 2.6 mm).
Tips forWelding Thin Metalwith MIG Welding
The most important thing when welding a thin sheet with MIG is to use the smallest diameter wire as this will give the minimum heat input for welding. Also, small diameters run quite well with short-circuit mode, which is very good for thin sheets welding.
It is good to use 0.023- or 0.025-inch diameter filler wire with MIG welding. As a rule of thumb, use a wire diameter that is thinner than the base metal.
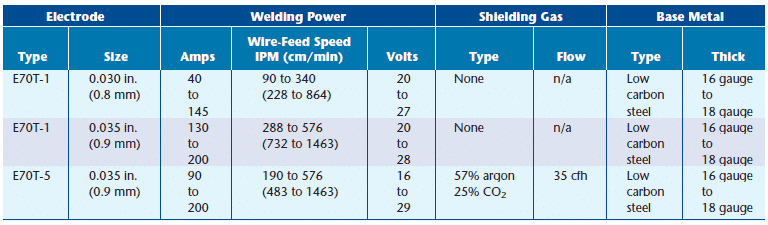
Typical welding parameters for MIG welding using 0.025 inches (0.6 mm) and 0.030 inches (0.8 mm) wire are given in the below table. When welding 20 gauge sheet, use welding current around 30-35 ampere with a gas flow rate of 15-20 CFH.
The shielding gas mixture of Ar+Co2 (80% argon to 20% carbon dioxide) shall be used. Pure argon will give deep penetration and is good for 7 gauge to 12 gauge sheets although a mixture of argon + CO2 is also good.
Another option using MIG welding for the thin sheets is to use a Pulsed welding power source or pulse welding machines.
The pulse welding offer welding with minimal heat input, fewer spatters, good control on welding arc. Pulse welding can be very beneficial for thin sheet welding. Pulse transfer mode gives very less distortion with very low heat input which is required for sheet metal welding.
But the pulse welding machines are costlier than regular MIG welding machines, so you need to put more money for buying the pulse power source. When welding stainless steel sheet metal (Such as 304L or 316L), you will need different shielding gases either usually pure Argon or Helium or a mixture of both.
The welding wire used is ER308L or ER308LSi for welding 304L sheet metals. Always use the smallest diameter available for the filler wires.
Stick welding of SMAW welding for Thin Sheet Metal Welding
Material as thin as 16 gauge, approximately 1/16 in. (2 mm) thick up to several feet thick, can be Stick welded. Stick welding is one of the options to perform sheet metal welding, especially in field welding applications.
Stick welding of sheet metal shall be carried out using AWS A5.1/A5.1M E6013 (CWB/CSA W48-06 E4313) type electrode of diameter 5/64 inch or 2.0 mm.
E6013 types electrode offer very good arc stability, easy-to-start arc, shallow penetration, and less power in arc compared to E6010 or E7018 type rods. E6013 can be used with AC, DCEP, and DCEN polarity.
Stick Welding Amperage for Thin Sheet Metal Welding
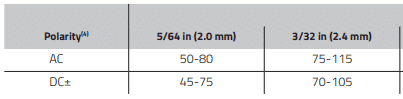
Use 50-ampere current when welding with E6013 diameter 5/64 inch. For smaller gauge sheets such as 20 or 22 lower the ampere before weld. Welding shall not be carried out continuously but rather by giving frequent stops to minimize the heat input and allow the material to cool.
Recommended welding parameters are shown in the below table using E6013 for sheet metal welding.
TIG Welding for Sheet Metal Welding
Welding sheet metal with TIG welding is very good when welding without filler wire, also called autogenous TIG Welding. TIG without filler requires less welding current compared to welding with filler and offers easy to join thin sheet metals easily.
Pure argon for shielding is required when welding thin sheets with TIG, doesn’t matter either carbon steel or stainless steel, or aluminum. When welding stainless steel, gas purging is mandatory to avoid oxidation of the root side of the weld. Use pure argon gas for purging gas.
Use ceriated tungsten electrode instead of thoriated one. Tungsten electrode diameters up to 0.020, 0.040, and 1/16 inches are most commonly used for thin sheet welding.
The smaller the electrodes, it will be easier to start the arc and also lower heat input with improved weld appearance. This prevents burnout and allows the arc to be concentrated in a smaller area which is good for fusion as well as low heat input.
FCAW Welding of Thin Sheet metal Welding
Flux-cored arc welding is not much popular for sheet metal welding as it will give high heat input and result in more distortion.
If still FCAW is used for thin sheet welding, use a smaller diameter wire with a low welding current. Use argon + Co2 gas mixture for gas shielding or use self-shielded cored wire.
Carry the welding with short circuit mode with regular stop and not using long weld runs. Clean the material before use to avoid welding porosity issues with thin sheet welding along with properly stored welding wire.
Use DCEN Polarity for welding of thin sheet when using FCAW-S or FCAW-G process. electrode at a controllable burn-off rate.
Sheet Metal Welding Tips & Tricks
Use shorter arc
Use shorter arcs during thin sheet welding as it is easy to control small molten pool created by a shorter arc. A short arc gives less heat and penetration that is essential for welding of thin sheets.
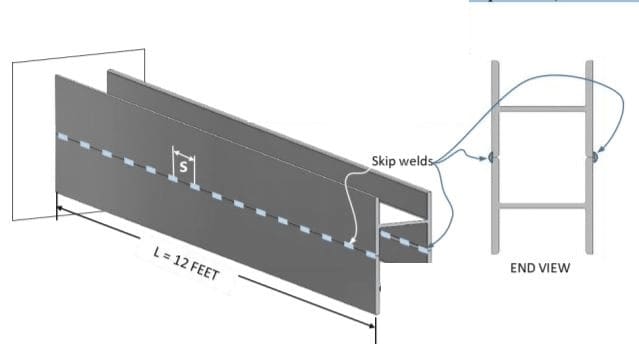
Apply skip welding technique
The skip welding technique involves welding using welds apart from each other at a defined distance as shown in the below picture. Skip weld help to minimize the distortion and prevent the accumulation of weld heat during welding.
Skip welding is similar to intermittent welds or stitch welds that help to distribute the welding heat evenly.
Use Backing bars
The use of a backing or chill bar allows faster heat dissipation during welding thus allowing distortion control. Materials having high thermal conductivity are used as backing bars such as copper which dissipates the heat from the welding area to the backing bar.
Backing bars are placed under the weld joint and as copper do not fuse with carbon steel, copper backing bar are very famous in welding applications.
Use restrains and clamps
Using clamps or restrains during thin sheet welding help to prevent distortion. Clamps hold the part until it cools down to room temperature thus preventing any warpage.
Various types of clamps are easily available in the market for these applications.
Tips for welding Thin Sheet Metals
Find the lowest diameter welding electrode or filler wire.
Use the minimum possible welding current and voltage.
Use clamps and restrains to hold the parts.
Never weld continuous welds in sheet metals.
Always use low heat input during welding.
Use short circuit transfer mode when welding GMAW or FCAW.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.