Welding magnesium presents some challenges that are not found when welding other metals. For example, magnesium is highly reactive and can easily catch fire.
So, before you weld magnesium, first understand its properties that are related to its weldability. This guide covers how to tackle Magnesium welding challenges to weld magnesium successfully using TIG & MIG welding with the right filler wire rod.
Can you Weld Magnesium?
Magnesium is a chemical element with the symbol Mg and atomic number 12. Magnesium is a silvery-white solid metal. Magnesium has many uses, and it often requires welding to join it for many applications due to its unique properties of this metal.
Magnesium is costly metal but due to its high strength-to-weight ratio (Magnesium density is 1.738 g/cm³, even lighter than Aluminum), it is used widely in aerospace components.
Magnesium is available in different grades and temper conditions like aluminum and alloyed with zinc, aluminum, zirconium, manganese, and other metals. Being highly reactive in nature, magnesium welding must be done in an inert gas atmosphere only.
Properties of Magnesium Metal
Magnesium metal is a silvery-white, lightweight metal with a number of important properties. Here are the key properties of magnesium metal:
Magnesium is the lightest structural metal. It’s about two-thirds the weight of aluminum and one-quarter the weight of steel.
Magnesium is strong. It’s as strong as many steels, but it’s much lighter than steel.
Magnesium is ductile and can be easily extruded and drawn into wires, rods and other shapes.
Magnesium is corrosion-resistant. It doesn’t rust or tarnish like other metals, making it ideal for use in chemical applications.
Magnesium has high thermal conductivity and excellent electrical conductivity.
Magnesium has a low melting point of 1200°F (650°C).
Most Commonly welded Magnesium Material Specifications
Magnesium is a strong, yet light, a metal that is often used in the aerospace and automotive industries.
The first step in TIG welding magnesium is to clean the surface of the metal. This can be done with acetone or wire brush or sandpaper.
Choose the right TIG filler wire based on the magnesium alloy type. TIG & MIG Welding filler wire for Welding Magnesium are classified in AWS A5.19 Specification.
The most commonly used TIG Welding filler wire rods for Magnesium welding are:
Preclean the surface using acetone. Make sure no dirt, grease, or oil is present on the welding & nearby area.
Use High-Frequency TIG only.
Weld with stringer beads.
Use Pure argon for shielding, Mixture of argon 75% + Helium 25% can be used for welding of thick magnesium material.
Pure helium as welding shielding gas deep penetration and is beneficial for welding thick magnesium casting.
Weld in an inert atmosphere to prevent oxidation issues.
AC Polarity gives good cleaning action. DCEP polarity with TIG is good for thin sheet welding.
MIG Welding Magnesium
MIG welding for magnesium is similar to aluminum MIG welding. Pure argon is mainly used for weld shielding, although a Mixture of Argon75% + Helium 25% can be used for welding of thick magnesium material.
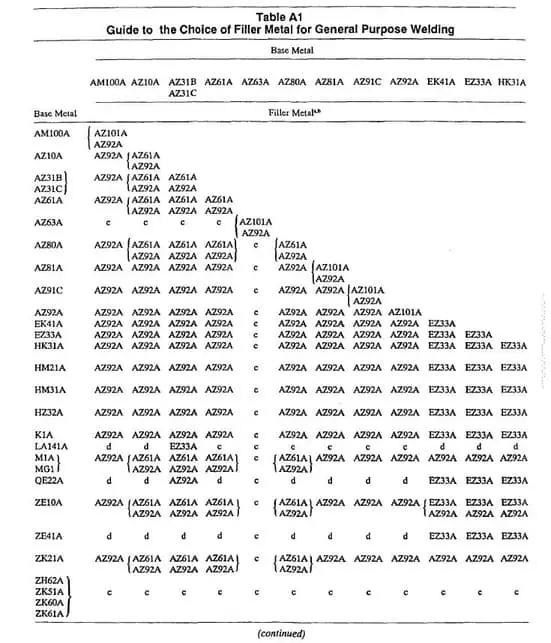
Download this chart for recommended selection of magnesium TIG & MIG Welding filler wires for different alloy combinations.
Stick Welding Magnesium Welding Rod
Stick Welding of Magnesium is not recommended due to high oxidation in the stick welding process. No stick welding rods are available for magnesium welding due to this reason in the market.
Being a highly reactive metal, magnesium welding must be carried out in an inert gas shielding. As it is not possible to create inert gas by a stick welding electrode flux coating, magnesium welding cored rods are not possible to manufacture.
Magnesium Welding Process
Magnesium is a silvery-white metal that is light in weight and strong. It is often used in the aerospace and automotive industries because of these properties. Magnesium can be difficult to weld, however, because it has a low melting point and is highly reactive.
Being a highly reactive metal, which makes it difficult to weld. However, with the right process and equipment, it is possible to create strong welds that will last.
The most common way to weld magnesium is with the gas tungsten arc welding (GTAW) process. TIG welding with AC & DC polarity is used with pure argon or a mixture of argon & helium for Magnesium welding. Welding with AC provides good cleaning action.
MIG welding (GMAW) is another widely used welding process for magnesium welding. MIG with DC Polarity and pure argon is used for welding applications. As highlighted earlier, MIG with short circuit mode or pulse mode is mainly used for magnesium welding. A mixture of Ar+He or pure helium is used for higher thicknesses.
Another option for welding magnesium is the laser beam welding (LBW) process. This process uses a high-powered laser beam to melt the metals together.
Another common welding process for magnesium is plasma arc welding (PAW). PAW uses a plasma torch to create an arc between the electrode and the workpiece. This process can be used to weld thin sheets of magnesium together.
Can you Weld Magnesium with Aluminum?
Yes, you can weld but, it is not hard to weld magnesium with aluminum due to the formation of intermetallic Mg-Al phases.
These phases have negative influences on the weld metal properties. You can use JB weld for joining magnesium to Aluminum if needed. This also provides a strong joint between these metals.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.