Tungsten is a chemical element with the symbol ”W” and atomic number ”74”. It is a hard, rare metal that is used in light bulbs and electrodes (in Welding used for TIG Welding & Plasma arc welding Electrodes). Tungsten has the highest melting point of all elements and is nearly impossible to corrode.
The color of tungsten can vary depending on the amount of doping agents (thorium, tantalum, cerium, etc. are added for welding applications) that are added to the metal.
For decorative items, When tungsten is doped with manganese, it produces a pinkish-red color. When it is doped with aluminum, it produces a bluish-white color. Adding nickel to the mix will produce a yellowish color.
Tungsten Color Chart
When welding with the tungsten inert gas (TIG) process, you will be using a tungsten electrode to produce the weld.
There are many different types of tungsten electrodes, each with a unique color. The color of the tungsten electrode can help you determine its properties and how it should be used.
Following are the main type of tungsten rods used in TIG Welding as per the AWS A 5.12 Specification:
Pure tungsten, (designation as EWP)
1% thorium tungsten, (designation as EWTh-1)
2% thorium tungsten, (designation asEWTh-2)
1/4% to 1/2% zirconium tungsten, (designation as EWZr)
2% Cerium tungsten, (designation as EWCe-2)
1% Lanthanum tungsten, (designation as EWLa-1)
Alloy not specified, (designation as EWG)
There are many factors involved in choosing the right tungsten electrode for a welding job. One of the most important is the color of the electrode. Different colors correspond to different levels of heat, and each type of metal has its own ideal temperature range.
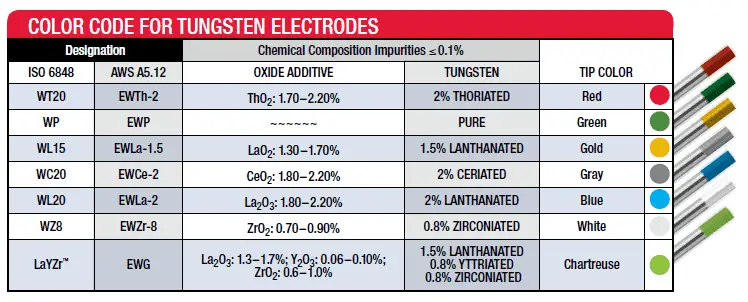
Tungsten Electrode Color Chart
Welders use a tungsten color chart to choose the right color for the job. The chart lists all of the common tungsten colors and their corresponding temperatures. It also includes a guide for selecting the right color based on the type of metal being welded.
Tungsten Electrode Chart for TIG & PAW Welding
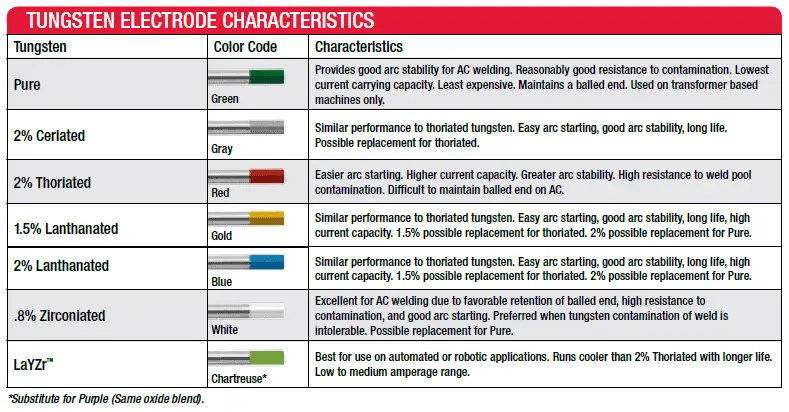
The color of the weld can also be affected by the type of tungsten electrode used. There are three main types of electrodes: thoriated, lanthanated, and ceriated.
Thoriated electrodes have the lowest melting point and are the most commonly used electrodes. Lanthanated and ceriated electrodes have higher melting points and produce welds with a whiter color.
Other types of Tungsten Electrodes used for welding applications are covered in the below table.
When welding, you will use different electrodes to create the weld. The electrode you choose will depend on the type of weld and the material you are welding.
There are many different types of electrodes, each with their own unique set of characteristics. In this article, we will discuss tungsten electrodes.
Tungsten electrodes come in many colors, each with its own unique properties. The color of the electrode can affect the weld in several ways.
For example, different colors produce different levels of heat, which can affect the weld size and penetration depth. It is important to choose the right color electrode for the job to ensure a quality weld.
The most common tungsten colors are green, red, and blue. Each color has its own benefits and drawbacks.
Tungsten Electrode
The tungsten electrode needs to be very durable. It needs to be able to withstand the high temperatures and electrical current that passes through it. Tungsten is a good choice for an electrode because it has a very high melting point. It can reach temperatures of over 6000 degrees Celsius!
Tungsten also has a very high density. This means that it can carry a lot of electrical current without getting too hot. This makes it a perfect choice for an electrode.
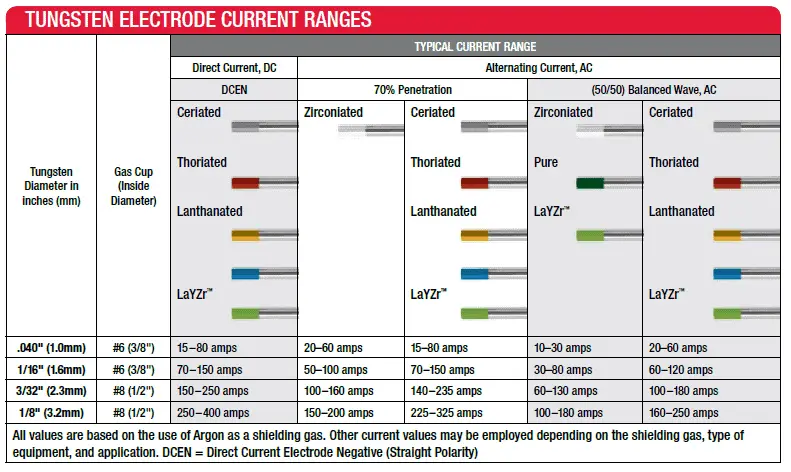
Tungsten Electrode Sizes
When it comes to welding, there are a variety of different electrode sizes to choose from. The size of the electrode you use will depend on the thickness of the metal you are welding, as well as the type of welding process you are using.
Tungsten electrodes come in a range of sizes, from very small electrodes used for micro-tig welding, to large electrodes used for plasma arc welding. The most common sizes of tungsten electrodes are 1/16 inch, 3/32 inch, and 1/8 inch.
The size of the electrode also affects the heat output and penetration depth. Larger electrodes produce more heat and deeper penetration than smaller electrodes. If you are welding a thick piece of metal, you will need a larger electrode to provide enough heat to penetrate all the way through the metal.
Welders typically use electrodes of three different diameters: .030, .040, and .052 inches. The most common size is the .030 diameter electrode.
It is used for welding a wide range of materials, including steels, stainless steels, and aluminum. The .040 diameter electrode is used for welding heavier materials, such as 3/8 inch steel. The .052 diameter electrode is used for welding very thick materials, such as 1 inch steel or metals that need high welding heat input such as brass or copper alloys.
There are many types of tungsten electrodes available on the market. The most common are the thoriated, zirconiated, and lanthanated tungsten electrodes. They all have different benefits and drawbacks, so it is important to know which one to use for your specific welding application.
The main type of Tungsten Welding Electrodes are:
Pure tungsten, (designation as EWP) 1% thorium tungsten, (designation as EWTh-1) 2% thorium tungsten, (designation asEWTh-2) 1/4% to 1/2% zirconium tungsten, (designation as EWZr) 2% Cerium tungsten, (designation as EWCe-2) 1% Lanthanum tungsten, (designation as EWLa-1) Alloy not specified, (designation as EWG)
The thoriated tungsten electrode is the most popular type. It has a high melting point but they can be radioactive and hence they are phased out now a days. This makes it ideal for welding aluminum and other non-ferrous metals.
The zirconiated tungsten electrode has a low melting point and is less radioactive than the thoriated electrode. This makes it ideal for welding steel and other ferrous metals.
The lanthanated electrode is a type of tungsten electrode that contains lanthanum oxide. It has a good resistance to wear and erosion, and it also has a low coefficient of friction.
Tungsten Electrode Melting Point
In welding, the tungsten electrode is a key component. It is used to create an arc between the electrode and the workpiece. This arc melts the metals and welds them together. The tungsten electrode must be able to withstand the intense heat of the arc without melting or breaking.
The melting point of a tungsten electrode is 3410°C (6,170°F). This high melting point makes it ideal for use in welding. The electrode can withstand the heat of the arc without melting or breaking.
When it comes to the tungsten electrode, there are a few things that are important to know. The melting point is one of those things.
This means that the electrode will not melt until it reaches that temperature. This is important because it helps to ensure that the electrode does not melt prematurely and cause problems with the welding process.
Why is the melting point of Tungsten so high?
The two main reasons why Tungsten Electrode has a high Melting Point are:
The melting point of tungsten is so high because the element’s strong covalent bonding. This type of bonding occurs when atoms share electrons in order to complete their outermost shells.
In tungsten, the outermost shell of each atom is full, so they don’t share electrons. This creates a very stable molecule that is resistant to the chemical change. Additionally, the high melting point is due to the small size of tungsten atoms. The smaller an atom, the higher its melting point will be.
The melting point of tungsten is so high because the atoms that makeup tungsten are held together so tightly. Tungsten is a very dense metal, meaning that there is a lot of tungsten packed into a small space.
This tight packing creates a strong force between the atoms, which requires a lot of energy to overcome.
The high melting point of tungsten is also due to its unique chemical properties. Tungsten has the highest electronegativity of any element, meaning it attracts electrons more than any other element. This makes tungsten very resistant to corrosion and oxidation.
What Color Tungsten for Stainless Steel Welding?
For Stainless steel welding, either Red color (throiated) or Gold color (Lanthalated) tungsten electrodes are used.
What Color Tungsten for Aluminum Welding?
Green Color (Pure tungsten) is used for Aluminium welding. Aluminum is welded mainly with AC TIG and pure tungsten gives very good arc stability.
Also, for Aluminium welding, low heat is required, and pure aluminum is good for low heat welding.
Zirconated (white color) is also good for aluminum welding.
What Color Tungsten for Titanium Welding?
Gold, Gray, and red color tungstens are good for Titanium welding applications.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.