Tantalum (Ta) is very hard, malleable, has high corrosion resistance, high electrical & heat conductor, and can be welded.
The melting temperature of Tantalum is very high 5463°F or 3017°C. The microstructure of tantalum is body-centered cubic (BCC). Due to its high hardness, grinding tantalum is not practical. Naturally, tantalum is soft in its pure form.
But it is usually alloyed for higher mechanical properties. Tantalum has very high toughness at room temperature and cryogenic temperature as reported in various kinds of literature.
Because of its high melting temperature tantalum is a good refractory material but its cost is one critical factor. Further, due to its high melting temperature, toughness and strength-tantalum are used in aircraft engines, electrical devices, surgical implants, and the handling of corrosive substances in labs.
Understanding Tantalum Alloy
Tantalum is a metal that is naturally soft and can be easily fabricated and welded. It possesses a remarkably high melting temperature of 5425°F and exhibits excellent ductility even at cryogenic temperatures. The exceptional high melting point of tantalum makes it highly suitable for structural applications at temperatures exceeding those of most other refractory metals, except for tungsten.
However, tantalum surpasses tungsten in terms of fabricability, ductility, and weldability. In order to fully exploit its potential and achieve competitive strength at temperatures above approximately 2000°F, tantalum needs to be alloyed with other elements. Alloying tantalum enables the development of its full strength and enhances its performance at elevated temperatures.
Standard Specifications: ASTM B364, B365, B521, B708 & F560
Standard Tantalum material & UNS Number: R005200, R05400 (pure tantalum), R05252 (alloyed 2.5% tungsten), R05255 (10% Tungsten).
Because of Tantalum’s superior fabricability and low-temperature ductility, with good strength at high temperatures up to 3500°F ( 1926°C), it is an ideal alloy for aerospace components. Tantalum alloys can be classified into two main types:
(2) Complex alloys system using solid-solution Strengthening and/or dispersion strengthening such as Ta-9.6W-2.4Hf-0.01 C, and Ta-6.5W-3.0Re-1.0Hf-0.3Zr-0.025Y.
Mechanical properties of Tantalum B708
Tantalum Weldability factors
Various factors can impact the ductility of fusion welds in tantalum alloys. These factors encompass interstitial impurities, welding parameters, alloy elements, and the microstructure of the weldment.
Through research, it has been established that the most significant contributors are the alloy content of the base metal and the presence of interstitial impurities. Specifically, in the case of machine fusion welds in simple tantalum alloys strengthened by solid solution, the total alloy content (including elements such as Hf, Mo, W, and Re) should exceed 13 atomic percent to achieve a room temperature minimum bend radius greater than 2t in the as-welded state.
Furthermore, the interstitial content of tantalum-alloy sheets should be limited to less than 100 parts per million (ppm) by weight for elements such as O2, N2, and H2, while the carbon content ought to be around 50 ppm or lower. By adhering to these guidelines, fusion welds in tantalum alloys can retain their ductility at room temperature.
Although tantalum is having good weldability, it needs to be cleaned properly before use, and for best welding quality results, it should be welded in the inert gas chamber. Generally, the Welding of Tantalum is influenced by below four factors:
(1) Interstitial impurities,
(2) Welding parameters,
(3) Alloying elements, and
(4) Weldment microstructure.
Welding electrode/ filler wire for TIG welding of Tantalum
Most of the Tantalum welding is performed using Autogenous TIG which means welding without any filler wire. In case, filler wire needs to be added, it can be cut & made from the same material which is being welded.
Thin wires can be cut from the Tantalum sheet with shearing as shearing will not produce any thermal damage to the material which can be a concern if using grinding.
Being a highly reactive metal, tantalum requires highly close care during welding. The surface of tantalum once reach above 600°F requires an inert gas blanket to prevent material embrittlement.
A shielding by argon or helium or a mixture of both is used to avoid this embrittlement.
Any embrittlement that can be caused due to the oxygen or hydrogen absorption, will result in loss of material ductility. Hence, it is essential to weld tantalum in an inert gas chamber to have maximum ductile welds.
Resistance welding is another option for tantalum welding & can be done with conventional equipment.
Due to the high melting temperature of tantalum (2700 o F) compared to carbon steel or stainless steel alloys, it requires a high welding current during resistance welding.
The resistance welding dwell time should be kept low to avoid excessive heat on the external surface of the weld joints.
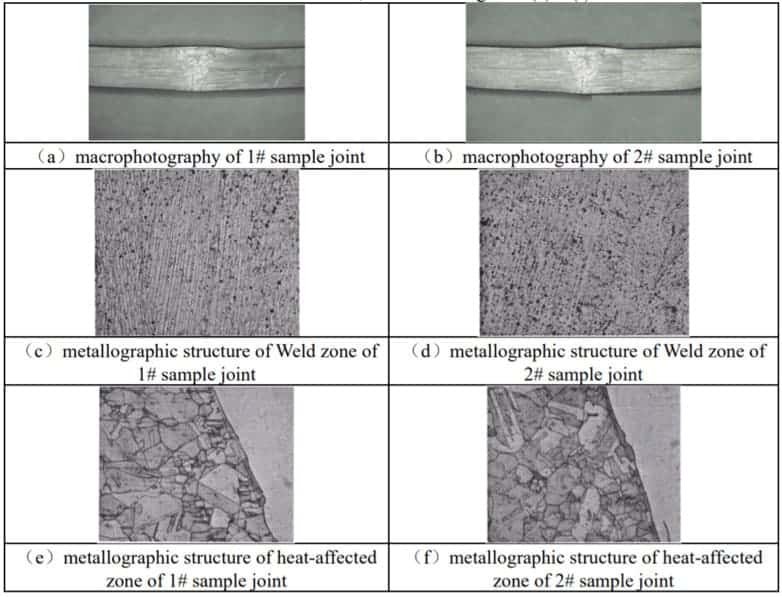
Weld & HAZ microstructures (welded with TIG) of Tantalum alloy ASTM B708- R05252 are shown in the below picture.
Ref: Cheng-Jun Jiang et al 2020 J. Phys.: Conf. Ser. 1635 012015
Shielding Gases for Tantalum Welding
Tantalum welding is performed with inert gas only. Argon & helium both are used in industries for Tantalum Welding.
Helium gas shielding is better suited for Tantalum Welding as it offers improved penetration when welding without filler. Using a trailing gas system during welding is also beneficial.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.