What is Ni-Al Bronze?
Ni-Al bronze is a dual-phase copper alloy, normally applied for oil & gas and marine services where parts are subjected to high stresses and corrosion conditions.
Ni-Al Bronze is made of between 5-11 weight % Al with additions of Ni and Fe. For example, a general alloy composition range is 8-13% Aluminum, 3-5 %Nickel, 3-5 % iron, and 0-3 % Manganese.
This alloy offers equivalent strength to medium carbon steel along with high corrosion resistance compared to stainless steel in seawater service. This high corrosion resistance is due to the formation of a strong adherent layer of aluminum oxide (Al203).
In Spite of the exceptional qualities of this material, it can still fail during service due to wear and/or corrosion mechanisms such as selective corrosion fatigue, cavitation erosion, erosion-corrosion, and phase corrosion.
Because it is a costly material to change, various approaches have been accepted to make sure the increase in the service life of Ni-Al bronze parts. These techniques consist of welding repair, laser surface finishing, and metal cladding.
Chemical Properties of Ni-Al Bronze
Ni-Al bronze is an alloy of Aluminum (Al) 8.5-11%, Nickel (Ni) 4.0-6.0%, Iron (Fe) 2.0-5.0%, Manganese 1.5% maximum, and Copper remaining.
How to weld Brass- Welding of Brass and Its Alloys
Material specification of Ni-Al Bronze
Material specification standards for Ni-Al Bronze are BS EN12163, AMS 4640, ASTM B150.

Welding Concerns for Ni-Al Bronze
This high corrosion resistance of Ni-Al Bronze is due to the formation of a strong adherent layer of alumina oxide (Al203). Although, this oxide film can produce inclusions and other defects during welding if got entrapped in the weld pool. Control of interpass temperature and cleaning before welding must be ensured to avoid this issue. Maintain good cleaning practice during the welding.
All aluminum and Ni-Al bronzes face metallurgical changes in the heat-affected zone and welding areas after welding which can lead to adverse effects on the corrosion resistance properties of the welded part. Depending on the severity of the component service conditions, a post weld heat treatment can be recommended.
Welding Electrode/ filler wire for Ni-Al Bronze
The matching welding electrode for SMAW for welding Ni-Al Bronze is ECuNiAl (AWS A5.6/A5.6M). Similarly, for TIG & MIG welding of Ni-Al Bronze, the matching filler wire is ERCuNiAl (AWS A5.7/A5.7M).
ERCuNiAl TIG/ MIG filler wire is used for Cu-Al alloys with Nickel and iron addition. It is also used for weld cladding applications on cast iron and carbon steel as well as dissimilar weld joints of Al-bronze steel. ERCuNiAl Ni-Al Bronze Welding Wire is also used for the welding and cladding applications of Cu-Al alloy, aluminum-coated steel in the equipment and the chemical sector as well as for carbon steel welding.
It also suits well for the welding of brass tube and copper aluminum material which needed erosion resistance.
The below tables summarize the chemical requirements for ERCuNiAl filler wire & their equivalent materials as per various specifications.
| Specification | ISO-24373 | GB/T9460 | BS-14640 | DIN-1733 |
| Classification | Cu6328 | SCu6328 | Cu6328 | 2.0923 |
| Alloy | CuAl9Ni5Fe3Mn2 | CuAl9Ni5Fe3Mn2 | CuAl9Ni5 | SG-CuAl8Ni6 |
| Copper | balance | balance | balance | balance |
| Aluminum | 8,5- 9,5 | 8,5-9,5 | 8,5-9,5 | 8,5-9,5 |
| Iron | 3,0-5.0 | 3,0-5 | 3,0-5 | 3,0-4 |
| Manganese | 0,6-3,5 | 0,6-3,5 | 0,6-3,5 | 1,0-2,0 |
| Nickel | 4-5,5 | 4,0-5,5 | 4,0-6 | 4.0-6 |
| Phosphorus | – | – | – | – |
| Pb (Lead) | 0,02 | maximum 0.02 | 0,02 | maximum 0,02 |
| Silicon | 0,1 | maximum 0,1 | 0,2 | maximum 0,2 |
| Sn | – | – | – | – |
| Zinc | 0,1 | maximum 0,10 | 0,10 | maximum 0,1 |
| Remaining | 0,5 | maximum 0,50 | 0,40 | maximum 0,4 |
Heat Treatment of Ni-Al Bronze
Welding of copper and copper to steel welding
CuAlNiFe and CuMnAlFeNi microstructures are very complex because of the range of phases present in the alloy system. Ni-Al bronze may be exposed to a number of different types of heat treatment:
• Stress relieving
• Annealing
• Quenching
• Tempering or aging.
The purpose of heat treatment are:
• Relieve residual stresses
• Increase weld material ductility
• To improve tensile and hardness properties
• Increase corrosion resistance
• Improve wear resistance
• Reduce magnetic permeability
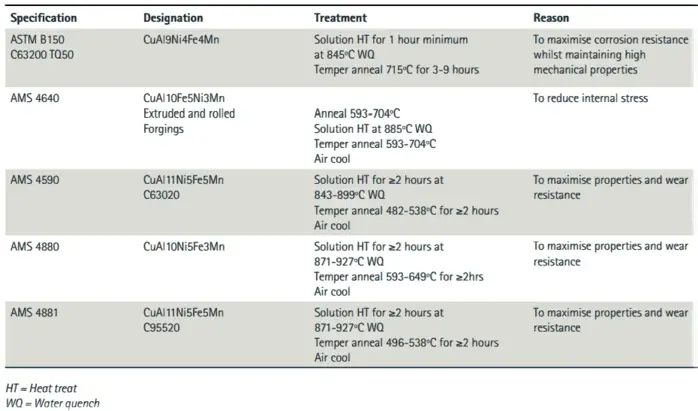
The below tables give the heat treatment details for Ni-Al Bronze materials.