This guide covers welding of copper and copper to steel welding including mild steel, carbon steel and stainless steel material.
I have covered what is copper, its important grades, How you can weld copper to copper and other metals using different type of welding rods. Also, it cover copper brazing and soldering.
Guide for Copper Welding, Brazing & Soldering
Copper is having high thermal and electrical conductivity. It also offers very good corrosion resistance to seawater corrosion, chemicals, and general corrosion. Copper alloys have varied properties compared to copper depending on the chemical composition.
The alloying elements are generally related to improving strength (e.g. tin), ease of casting by lowering the melting point (e.g. zinc + tin), improvement in corrosion resistance (e.g. aluminum), or improve machinability (e.g. lead).
The phase diagram for the alloy system can be expected to provide a clue as to the reason for the alloying element’s action. One special case deserving attention is oxygen. Oxygen levels in commercial ‘pure’ copper has a marked effect on its conductivity and its ductility.
Alloys of Copper
Commercial copper alloys are based on four major alloying elements and classified in to five groups as:
- Brass -Copper zinc alloy
- Phosphor bronze- Copper tin alloy
- Aluminum bronze- Copper aluminum alloy
- Silicon bronze- Copper silicon alloy
- Cupronickel- Copper-nickel alloy
There are a range of multi-component alloys where the basic properties of the binary system is improved by additional alloys
Material delivery Specification:
The main material specification for Copper alloys are: ASME B16.22, 16.50, ASTM B-42, ASTM B-75, ASTM B-111, ASTM B-152, ASTM B-280, ASTM B-302, ASTM B- 359, ASTM B-543, ASTM B-819.
ASME Section IX welding P. No. for copper and copper-base alloys: P31, P32 & P33
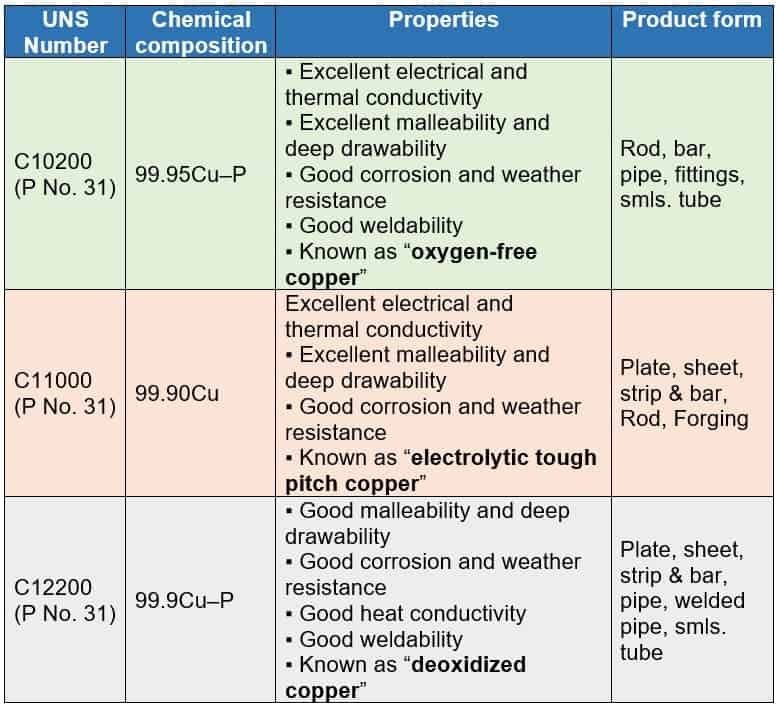
Some of important Copper alloys with their UNS Number and Welding P. Number along with their properties and available product forms are given in the below table for reference.
Welding Consideration for Copper Welding:
When welding copper, note that:
- Copper has high thermal conductivity, approximately 8 times to of steel. This results in very fast heat dissipation in welding.
- The tendency of lack of fusion and insufficient penetration due to high thermal/heat conductivity.
- Chances of porosity due to hydrogen absorbed during welding.
- Risk of hot cracking when welding electrolytic tough pitch copper (C11000 type).
Copper alloys are generally easy to weld but there are eight important factors to consider as listed below:
- Thermal Conductivity: The high thermal conductivity makes heat input difficult
- Thermal Expansion: The values are generally larger than for steel and distortion can occur
- Phase reactions: The softening of age hardening alloys can be important
- Metal viscosity: The high fluidity of copper alloys makes maintenance of a weld pool difficult.
Backing plates are essential and out of position welding is difficult. - Gassing: Hydrogen or water can be readily absorbed by oxygen containing alloys and forms porosity. Many coppers are deliberately designed to have some oxygen present and identification of these alloys from appearance can be difficult.
- Hot cracking: This can be expected to occur when their is a wide solid to liquid range or where there are low melting point impurities that give a line of weakness during the last stages of solidification
- Volatilization: Cadmium, zinc and tellurium can volatilize from the weld pool and exceed the safe atmospheric level if there is inadequate ventilation.
- Surface Cleanliness: Because of the sensitivity of copper alloys to impurities, preparation prior to
welding should ensure all surfaces are clean.
SMAW/ Stick Welding of Copper:
Stick Welding or SMAW welding is carried out using ECu and ECuSi, ECuSn-A, and ECuSn-C types of welding electrodes.
ECu type welding electrode shall be used when copper is joined for good electrical or thermal conductivity application. E.g. electrical connection or heat sink/ heat transfer weld connection.
ECuSi, ECuSn-A, and ECuSn-C types offer good weldability for copper welding when good electrical or thermal conductivity is not required, i.e. when need to form joints in pipes or structure. These electrodes offer good penetration & fusion as their thermal conductivity is lower due to alloying. Application for example is copper piping for liquid transfer, copper tank welding, etc.
TIG/ MIG welding of copper:
TIG/ MIG welding of copper is carried out using ERCu, ERCuSi-A, ERCuSn-A, etc. ERCu, ERCuSi-A, ERCuSn-A are the best TIG/ MIG welding filler rod for welding of copper and its alloys.
The applications of these consumables are similar to their equivalent SMAW electrode as explained above.
Pure argon is used as shielding gas for copper welding in TIG & MIG welding. Helium is mixed with argon, which helps to decrease the preheating temperature. TIG welding is useful up to 5 mm thickness. For thickness above 5 mm, MIG welding is preferred.
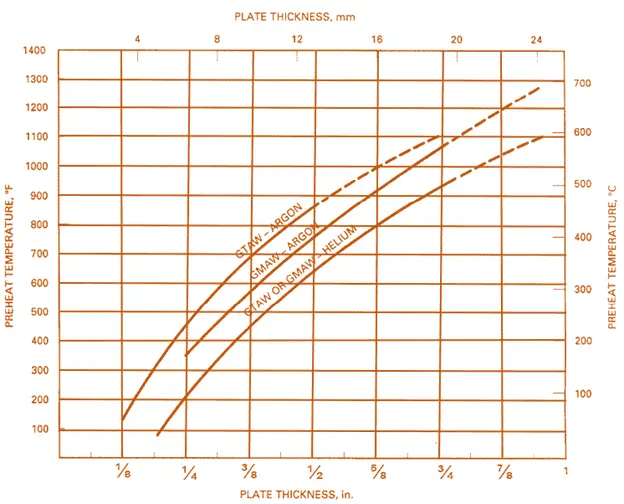
Preheating of copper for welding:
The loss of heat in the welding joint due to high thermal conductivity requires copper to be preheated before welding. Preheat temperature depends upon:
- Base metal thickness
- Welding process used
- Type of shielding gas
The below graph (Considering the above 3 parameters) is a good guide to deciding the minimum preheat temperature when welding copper:
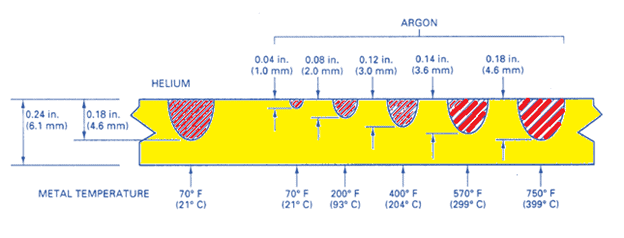
The below picture shows the effect of shielding gas and preheats temperature on welding penetration in MIG copper welding having identical welding current and travel speed.
Welding Copper to Carbon steel/ Stainless Steel with SMAW, TIG/ MIG
Stick welding or SMAW welding of copper to stainless steel or carbon steel is carried out using ECuSi rod. TIG and MIG welding of copper to stainless steel or carbon steel is carried out using ERCuSi-A. Pure argon gas is used for shielding and purging in TIG-MIG Welding.
Preheat the copper to 200- 400°C before welding to achieve good fusion & avoid insufficient penetration issues.

Copper Brazing
Brazing is used extensively with copper alloys – mainly in water reticulation applications. The principal area of importance is the need for a clean surface to allow the solder or brazing alloy to ‘wet’ the surface. For this reason the choice of the correct flux is important.
Brazing alloys are designed to operate over a particular melting point range – the strength of the alloy is generally lower, the lower the melting point. The normal brazing alloys for steel have melting points that are too high.
The ones used with copper alloys are usually based on the Ag-Cu alloys – hence the term ‘silver solder’ frequently used for these alloys It is important to note that atmospheric contamination regulations could affect the choice of cadmium bearing alloys in enclosed locations.
Brazing Filler wire
Copper brazing is carried out using BCuP & BAg type brazing rods (AWS SFA No. 5.8). In the wire classification:
- B Means Brazing
- Cu means copper,
- P means phosphorous
- Ag means Sliver
More details for the various brazing rod can be found in ASME Section IIC, SFA 5.8: Specification for Filler Metals for Brazing and Braze Welding.
Steps for brazing
- Clean the surface with the cloth.
- Apply the flux to both surfaces to be brazed. When brazing copper to stainless steel, choose flux capable to etch stainless steel.
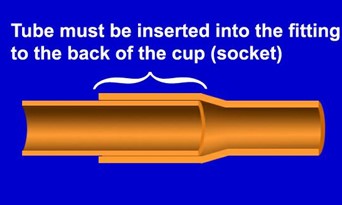
- Slip parts together. The tube should be fully inserted into the fitting for a sound brazing joint. Best results are obtained with clearances of 0.03 mm to 0.08 mm [0.001 into 0.003 in].
- Heat the joint in a circular motion to apply uniform heating. Apply the brazing rod. Tighter the joint, the better the joint capillary action.
- Clean the part after it cools.
Soldering of Copper
Like Brazing, soldering is a non-fusion process. Fluxes are important and are usually solutions whereas many brazing fluxes are powders or pastes. Soldering fluxes range through mild oxide solvents to aggressive acidic chlorides Solders are predominately based on the lead-tin system with the strongest members of this group being those closest to the eutectic point, (61.9%Sn). If a higher strength solder is required then a small amount of silver or antimony is added.
Solders are essentially brittle and weak in tension and should always be loaded in shear. It will be remembered that as alloys approach their melting point they become liable to creep failure. Solders are all close to their melting point and exhibit creep failure even at room temperature.
Small increases in temperature can shorten the life of loaded solder joints considerably. Liquid metal embrittlement can occur with some alloys – there is some question about tin penetration when soldering stressed cupro-nickels.
Standards for Copper Welding
- BS EN ISO 9606-3:1999 Welder Qualification for Copper Alloys
- BS EN 13347:2002 Filler wires/ Rod for Copper welding
- BS 2901-3:1990 Filler wires/ Rod for Gas shielded arc welding of Copper welding
- BS EN 13347:2002 Filler wires/ Rod for Copper welding
- BS EN 14640:2005 Filler wires/ Rod for Copper welding









