Ferrite content is necessary in austenite weldment to avoid hot cracking. Ferrite produces ferrite-austenite grain boundaries that controls sulfur & phosphorus (elements promotes hot cracking).
Fully austenitic Stainless steel weld deposits are susceptible to cracking or fissuring; electrode producers, therefore, introduce small, controlled quantities of delta ferrite in the austenite by suitably modifying the weld metal chemistry.
Austenite formation in weld is encouraged by nickel, carbon and manganese. On the other hand, chromium, molybdenum, silicon and columbium are known to be ferrite formers. Nitrogen inclusion lowers the ferrite content appreciably.
ferrite content in stainless steel
When the proportions of these elements are known, the amount of delta ferrite in the weld metal can be determined by referring to Schaeffler diagram or DeLong diagram.
Generally, ferrite in austenite is of help when the welds are restrained, and the joints are large. Ferrite increases the weld strength level.
In most cases it has no significant effect on corrosion resistance, except for 316 and 316L, where it can be detrimental in some media.
It is regarded as detrimental to toughness in cryogenic services and as undesirable in high-temperature services where it can transform into a brittle sigma phase.
What is Ferrite in metallurgy?
There are three allotropes of iron, Ferrite (α-Fe), BCC, and FCC. The body-centered cubic (BCC) structure is the most thermodynamically stable phase of iron at room temperature.
So, Ferrite (α-Fe) is the most stable form of iron at room temperature. It is a body-centered cubic (BCC) crystal with iron atoms at the corners of the cube and one atom in the center of the cube. The BCC structure gives ferrite its high hardness and strength.
The Curie temperature of ferrite is 769 °C (1,418 °F). Above this temperature, the magnetization decreases as the FCC crystal structure becomes more favorable.
Ferrite is used in many applications where strength and hardness are required, such as in car springs and tools. It is also used in magnetic materials, like magnets and electrical motors, because it can be magnetized easily.
What is the ferrite number in Welding?
Ferrite is an important element in austenitic welds. It is a measure of the amount of ferrite content in the austenitic stainless.
The ferrite content of a weld can be determined by a number of methods, but the most common is the use of a ferrite probe, such as Magne Gage, Severn Gage, and Feritscope calibrated according to AWS A4.2/ ISO 8249.
By knowing the weld metal chemistry, Ferrite Number can also be calculated using Phase diagrams such as Delong Diagram or WRC Diagram.
Ferrite is measured are either in Ferrite Number or Percent Ferrite. Up to FN10 is equal to Percent Ferrite.
ferrite number chart
A ferrite number chart in the form of a diagram that shows the relationship between the ferrite content of austenitic stainless steels and their chemical properties.
The first step to use Ferrite Number Chart is to find the weld metal chemical composition.
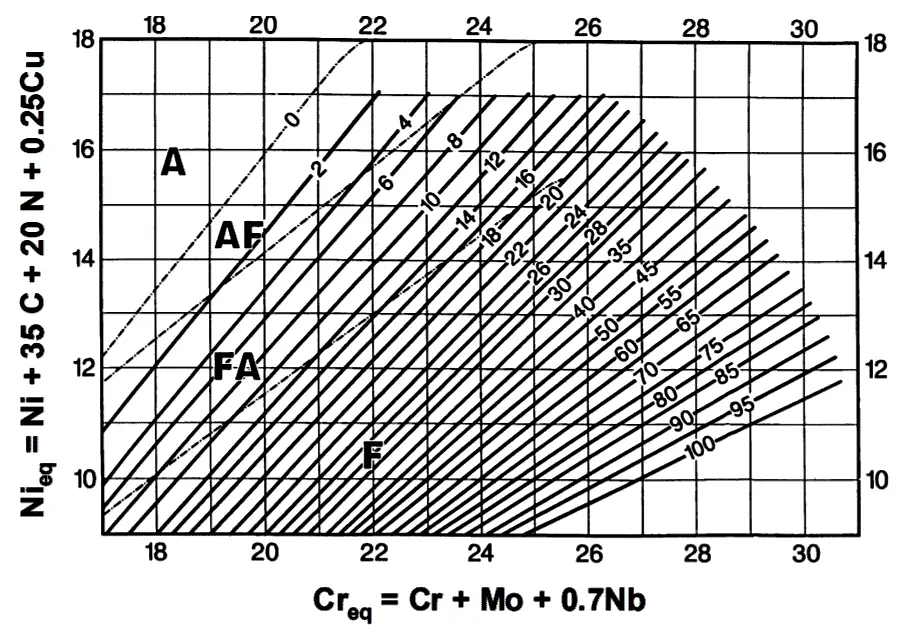
With the help of these weld chemistry Values of Chromium Equivalent and Nickel Equivalent are found using the following formulas for WRC Diagram:
Nieq = Ni + 3 5 C + 2 0 N + 0.2 5 C u
Creq = Cr + Mo + 0.7Cb
These values are plotted on the chart and the resultant Ferrite Number is read from the chart.
While the WRC diagram gives only the Ferrite number, the Delong diagram gives the Ferrite number and Ferrite% in welds.
The minimum Ferrite level is Austenitic stainless steel welds
Austenitic stainless steel welds require to have a minimum of FN 4 to eliminate the tendency of hot cracking.
The addition of certain alloying elements to steel can promote the formation of ferrite. These elements include:
Chromium (Cr)
Molybdenum (Mo)
Titanium (Ti)
Niobium (Nb, also called Columbium)
The addition of these elements can help to improve the mechanical properties of steel by promoting the formation of ferrite.
Austenite Promoting Alloying Elements
Austenite-promoting alloying elements are those that increase the amount of austenite in a material.
This can be beneficial for a number of reasons, including increased strength and ductility. Austenite-promoting alloying elements are:
Nickel
Manganese
Carbon
Nitrogen
Manganese is one of the most important austenite promoting elements. It is added to steels in order to increase the amount of austenite present. This results in an overall increase in strength and toughness.
Carbon is also an important element for increasing the amount of austenite present. However, too much carbon can result in brittleness, so it must be carefully controlled. Other elements that can have this effect include Nitrogen & Nickel.
Ferrite number in 316l stainless steel
ferrite number in 316l stainless steel is within the range of 10 FN – 20 FN. Welding manufacturers. API 582 limits the Ferrite Number to 316L a maximum of 10 FN before PWHT.
316L welding wire has a ferrite number of 5FN approximately. ER316LMn type 316L welding wire has the lowest ferrite number, a maximum of 0.5FN. (Ref: ASME Section IIC, SFA 5.9).
Ferrite number in 308L stainless steel
Ferrite number in 308L stainless steel is approximately 10 FN. API 582 limit the Ferrite Number in 308L a maximum of 10 FN before PWHT. Weld made with E308LMo can have FN more than 15 FN (As molybdenum is ferrite promoting alloying element).
Ferrite number in 309L stainless steel is around 12 FN. Weld made with ER309LMo has higher ferrite level up to 18 FN. (Ref: ASME Section IIC, SFA 5.9).
Ferrite number in 304l stainless steel
API 582 limit the Ferrite Number in 304L a maximum of 10 FN before PWHT.
Ferrite number in 347 stainless steel
Ferrite number in 347 stainless steel required to have a minimum of 5 FN. This is required to have a weld having resistant to Hot cracking. The ferrite number range for 347 is 5FN to 11 FN as per API 582.
When 347 stainless steel is welded with E16-8-2 welding rod, the Ferrite number shall be in the range of 1-5 FN (Ref: API 582).
Ferrite number in 304l stainless steel
Ferrite number shall be in the range of 30 to 65% (this range in percent ferrite) for Duplex and Super duplex stainless steel welds (2209, 2553, and 2594).
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.