E7018M Welding Rod is an improved version of E7018 welding electrode. ‘M’ represents stick welding rod to meet the USA military requirements for higher weld metal toughness, and minimal hydrogen content.
E7018M welding electrode is a low hydrogen, iron powder type electrode. It is used for all position, DC+ polarity welding of mild steel, low alloy and high strength steels.
The main advantage of E7018M welding electrode is its low hydrogen content and high weld deposition rate.
E7018M Welding Rod Specification and classification
E7018M welding rod specification is AWS A5.1. E7018M is the classification of this rod.
E7018M Welding Electrode Chemical Composition
E7018M chemical compositions are given in the below table as required by AWS A5.1 specification. Remember, E7018M chemical compositions are different than the E7018 Rod.
E7018M Welding Rod Chemical Composition
C%
Mn%
Si%
P%
S%
Ni%
Cr%
Mo%
V%
0.12
0.40- 1.60
0.80
0.030
0.020
0.25
0.15
0.35
0.05
E7018M contains lower carbon (0.12%) than E7018 (0.20) but higher manganese up to 1.6%) and higher silicon.
E7018M Welding Electrode Mechanical Properties
The E7018M has good mechanical properties, including high tensile strength, high impact toughness, and good ductility. It also has excellent weldability, making it suitable for a wide range of applications.
E7018M welding rod polarity can be confusing for those new to welding. The E7018M welding rod is an electrode that can only be used with direct current, electrode positive (DCEP) or reverse polarity.
This means that the E7018M cannot be used with alternating current (AC).
Many welders believe that they can use any type of welding rod with any type of power supply, but this is not the case. The E7018M must be used with the correct power supply in order to work properly.
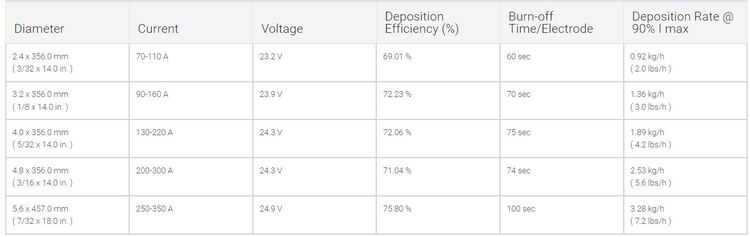
E7018M Welding Electrode Amperage Chart
E7018M vs E7018 Welding Rod
The main differences between E7018M and E7018 are:
E7018M has higher weld deposit toughness than E7018 Rod.
E7018M can only be used with DCEP polarity when E7018 can be used with AC and DCEP.
The cost of E7018M is higher than E7018.
Elongation of E7018 is higher than E7018.
E7018M coating is low hydrogen iron powder while E7018 has added potassium in coating along with iron powder.
The main differences for E7018M vs E7018 Welding Rod are listed in the below table.
E7018M vs E7018
Properties
E7018M
E7018
Tensile Strength, Ksi (MPa)
70 (490) minimum
70 (490) minimum
Yield Strength, Ksi (MPa)
70 (490) minimum
70 (490) minimum
% Elongation
24
22
Toughness
50 ft·lbf at –20°F (67 J at –30°C)
20 ft·lbf at –20°F (27 J at –30°C)
Welding Polarity
DCEP only
AC & DCEP
Coating type
Low-hydrogen potassium, iron powder
Low-hydrogen iron powder
Carbon content
0.12% maximum
0.15% maximum
Manganese content
1.60% maximum
0.40- 1.60
Silicon content
0.75% maximum
0.80% maximum
Cost
High
Low
E7018M Welding Electrode uses
E7018M is a low hydrogen, iron powder electrode that is used for welding in all positions. It can be used on DCEP power sources to give best welding properties.
E7018M is suitable for welding of mild and low alloy steels, and can also be used on high strength steels. This electrode produces a smooth, stable arc with minimal spatter.
E7018 gives smooth welding arc, low welding spatters and medium welding penetration.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.


")







