This article will provide a step-by-step guide on how to weld duplex stainless steel, including choosing the right welding wire and controlling heat input.
Duplex stainless steels are becoming increasingly popular in the welding industry due to their high strength and corrosion resistance.
However, these materials can be difficult to weld if the correct welding wire and proper welding parameters are not used.
Welding of Duplex stainless steel, Duplex stainless steel to Carbon steel/ Low alloy steel
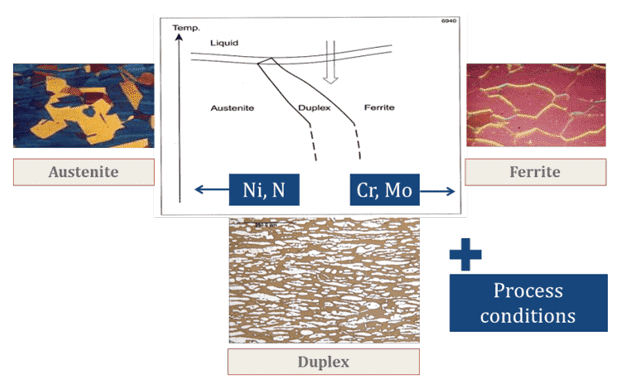
Duplex stainless steel is the type of stainless steel having a microstructure consisting of 50% ferrite (δ) and 50% austenite (γ) in theory, although ferrite and austenite is having an acceptance range.
During solidification, the duplex solidifies as ferrite (δ), which then partially transforms to austenite when the temperature decreases further.
During the manufacturing of duplex stainless steel, the alloy is water quenched during solution annealing to obtain the 50% (ferrite)- 50% (austenite) microstructure- characteristics of the Duplex alloys.
The main properties of this alloy such as high corrosion resistance, high strength, and other mechanical properties are dependent on this phase balance and chemical compositions.
In turn, all these features can only be achieved by the right heat treatment during manufacturing & controlled welding conditions during welding.
Understanding Duplex Stainless Steel
Duplex Stainless Steel Microstructure
The thermal effect induced by the welding thermal cycle is one of the key elements to define the duplex stainless steel microstructure for the weld metal and heat-affected zone (HAZ) during welding.
Hence, Controlling the right interpass temperature during welding is very essential and any wrong interpass temperature will cause the following issues in duplex stainless welding:
The emergence of harmful phases and
Unbalanced microstructure formation.
Chemical Properties of Duplex Stainless Steel
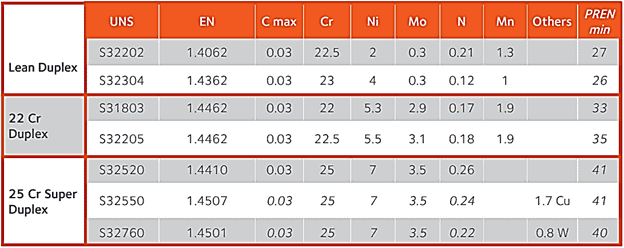
Table 1 shows the chemical composition of various types of duplex stainless steel such as lean duplex stainless steel, 22Cr Duplex, and 25 Cr Super duplex stainless steel alloy and their respective PREN number.
Table 1: Chemical Properties of Duplex Stainless Steel
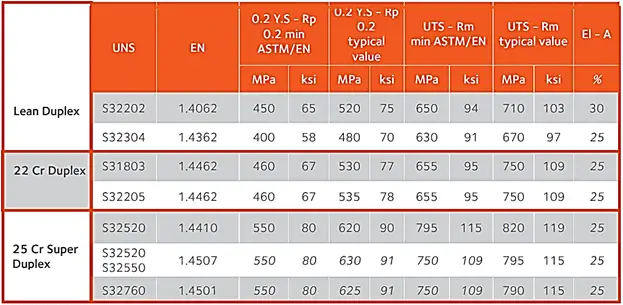
Mechanical Properties of Duplex Stainless Steel
Duplex stainless steel has higher mechanical properties compared to austenitic & ferritic stainless steel material.
Especially, the yield strength is more than double compared to austenitic stainless steel.
The table below gives the mechanical properties for different types of Duplex Stainless Steel grades.
Ferrite / austenite phase balance control in Duplex Stainless Steel Welding
As mentioned earlier, the critical key element for the phase balance in duplex stainless steel is Temperature.
The effects of temperature in duplex stainless steel welding on HAZ & weld metal are:
Effect of temperature on Heat Affected Zone or HAZ in Duplex stainless welding: High input during welding will cause over-heating and will result in higher percentage of austenite formation.
High heat input will cause very slow cooling and hence delta ferrite will be able to retransform to austenite microstructure.
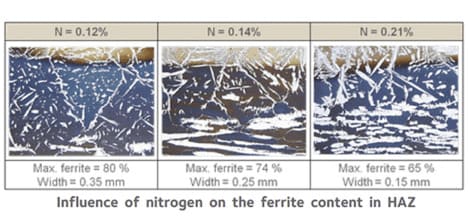
It is essential to control to cooling rate for a balanced microstructure. Effect of austenite stabilizers especially nitrogen is beneficial for reduction of ferrite in Heat affected zone area. Nitrogen can be added as a purging gas or in the shielding gas.
Effect of temperature on on weld metal in Duplex stainless welding: Generally, it is a good practice to use the welding rod or wire with higher nickel content for duplex stainless steel welding to avoid high ferrite in the weld deposit.
For example, ER2209 filler wire having 9%-nickel is advised for the welding of DSS2205 material that has 5%-Nickel.
You can find the recommended filler wires for duplex stainless steel and DSS to other materials such as carbon steel in this post further.
Below microstructure representations shows the effect of nitrogen on the ferrite formation in heat affected zone area.
As the amount of nitrogen is increased, the percentage of ferrite is decreased in the HAZ area as evident in the microstructures.
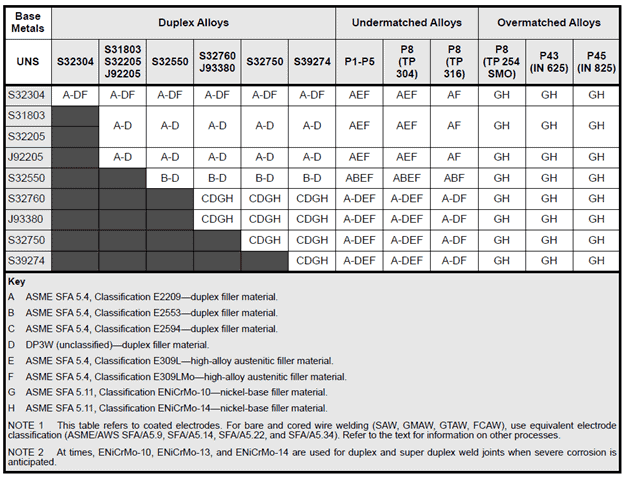
How to weld Duplex Stainless Steel: Selection of Welding Filler wire
Filler wire/ Electrode for Duplex stainless steel welding for various grades, Duplex to carbon steel, low alloy steel, and other combinations can be easily found using the below table:
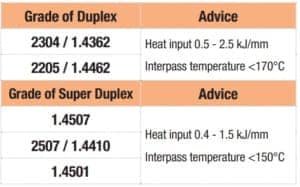
Minimum and Maximum Heat Input for Duplex Stainless-Steel Welding
Pre-heating & Post-Heating for Duplex Stainless-Steel Welding
Duplex stainless steel must not be preheated. The obvious reason is that the preheat will decrease the cooling rate which in turn will result in higher ferrite content in the weld metal and HAZ area.
Interpass temperature for Duplex Stainless Steel Welding
The interpass temperature for duplex stainless steel is one of the important welding parameters and requires stringent control for the right phase balance in the microstructure.
A high interpass temperature will reduces the cooling rate during weld solidification. The interpass temperature for different types of duplex stainless steel shall be:
For lean duplex stainless steel- SS32202, SS32304: 150°C (300°F) maximum
For Duplex & super duplex stainless steel- SS31803, SS32205: 100°C (210°F) maximum
Post-heating for Duplex Stainless Steel Welding
Post weld heat treatment for duplex stainless steel welds are not recommended and must not be carried out.
What is Duplex Stainless Steel?
Duplex stainless steel is a type of stainless steel that contains both austenitic and ferritic phases in its microstructure. This gives it a combination of high strength and corrosion resistance, making it suitable for a wide range of applications.
What are the welding process of Duplex Stainless Steel?
Duplex stainless steel can be welded using a variety of methods, including gas tungsten arc welding (GTAW), gas metal arc welding (GMAW), and shielded metal arc welding (SMAW). It is important to use filler metals that match the composition of the base metal to ensure the best mechanical properties.
What are the best welding consumables for Duplex Stainless Steel?
The best welding consumables for Duplex Stainless Steel are filler metals that match the composition of the base metal, such as E2209 or E2594.
How to ensure the corrosion resistance in Duplex Stainless Steel after welding?
To ensure corrosion resistance in Duplex Stainless Steel after welding, it is important to use the correct filler metal and maintain proper post-weld heat treatment. The use of proper welding techniques, such as low heat input and low interpass temperatures, can also minimize the risk of corrosion.
Can Duplex Stainless Steel be heat treated?
Yes, Duplex Stainless Steel can be heat treated to improve its mechanical properties. It is typically solution annealed at around 1040°C-1100°Cand then cooled rapidly.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.