2205 is a Duplex Stainless Steel containing 22%Cr along with Molybdenum and Nickel as alloying elements.
2205 is widely used in oil & gas industries as it offers very good corrosion resistance against seawater corrosion, chloride stress corrosion cracking (SCC) at temperatures of 150°C, and pitting corrosion.
Material Specification
ASTM/ASME material Specification: A240 UNS S32205/S31803 European/ ISO Standard:1.4462 X2CrNiMoN 22.5.3 AFNOR: Z3 CrNi 22.05 AZ DIN (German): W. Nr 1.4462
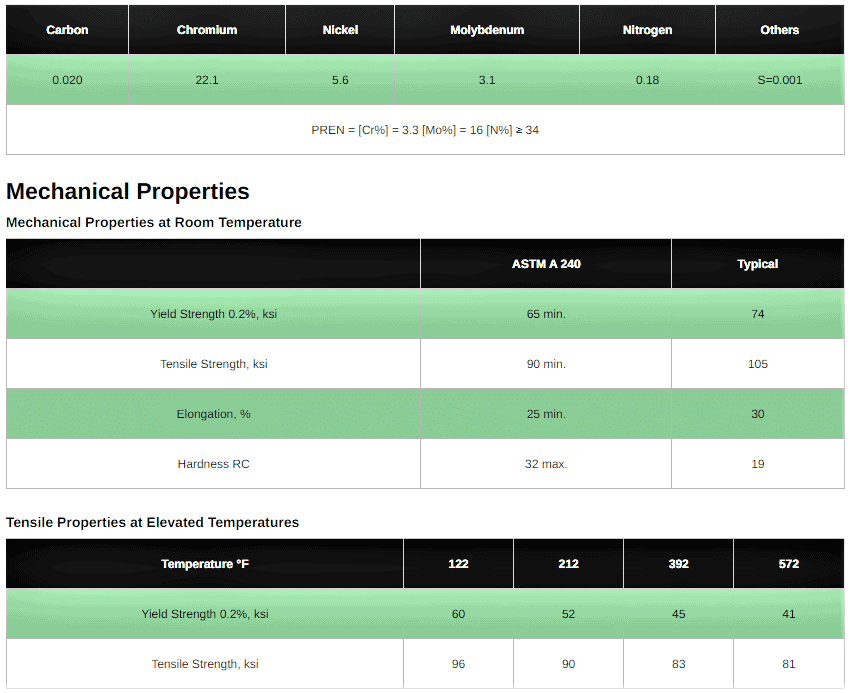
Chemical and Mechanical properties of 2205 DSS
The chemical and mechanical properties of ASTM A 2205 (UNS 32205) are given in the below table.
As you will notice, the Chromium percentage is around 22%, so we simply say this grade is Duplex Stainless Steel.
Other material grades such as UNS No 32750 contains Chromium contains 25% Chromium, thus known as Super Duplex Stainless Steel.
SMAW or stick Welding of 2205 Duplex Stainless Steel shall be carried out using ASME SFA 5.4, Classification E2594—duplex stick Electrode.
TIG/ MIG can be made using ER2594 type filler wire. Another electrodes/ filler wire available in the market is DDP3W (unclassified classification)—duplex filler material can also be used for welding.
SMAW or stick Welding of 2205 Duplex Stainless Steel to Carbon Steel shall be carried out using ASME SFA 5.4, Classification E2209 or E309L or E309LMo. TIG/ MIG can be made using ER2209 or ER309L or ER309LMo type filler wire.
Welding duplex 2205 to 316 stainless steel
Welding duplex 2205 to 316 stainless steel is straightforward although need to select the right welding rod and control the welding heat input.
Using the correct welding rod/ Filler wire, high quality welds can be achieved between Duplex 2205 and 316 Stainless steel material.
E2209 Stick Welding rod or ER2209 TIG-MIG Filler wire rod
E309L welding electrode or ER309L TIG-MIG Filler wire rod
E309L welding electrode or ER309L TIG-MIG Filler wire rod
SMAW/ TIG-MIG Welding of 2205 to Stainless Steel (SS304L, SS316L)
SMAW or stick Welding of 2205 Duplex Stainless Steel to Stainless Steel shall be carried out using ASME SFA 5.4, Classification E2209 or E309L or E309LMo.
TIG/ MIG can be made using ER2209 or ER309L or ER309LMo type filler wire. Either E2209 or E309LMo shall be used for welding 316L to Duplex Stainless Steel.
Preheating is not required for duplex stainless steel as it will increase the heat accumulation during welding which will degrade the material microstructure balance.
If moisture removal is required, the duplex steel can be heated at 100°C (210°F) so moisture will evaporate.
Care must be taken not to heat for a longer duration and careful temperature monitoring must be carried out.
Interpass temperature
Control of interpass temperature for duplex stainless steel welding is highly essential. The interpass temperature depends on the type of Duplex stainless steel as follow:
Interpass temperature for Lean duplex and duplex stainless steel grades: 150°C (300°F) ,maximum,
Interpass temperature for Super duplex stainless steel grades: 100°C (210°F)
A high interpass temperature will slow down the cooling rate during solidification and will result in detrimental elements precipitations (intermetallic phase, nitrides, or carbides) in the weldment.
Post-heating is for duplex stainless is not advised. Temperature limits as given above for maximum interpass temperature shall be considered as a guideline for upper-temperature limits during welding.
A high temperature in this range is detrimental for the duplex steel metallurgy. High heat input during welding will increase the ferrite content in the weld & HAZ beyond the acceptable range. This in turn will compromise the corrosion resistance of the material.
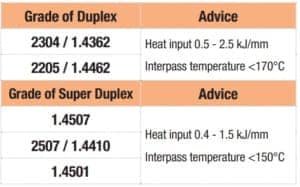
Heat Input for 2205 Welding
The maximum heat input for 2205 Welding shall not exceed 2.5Kj/mm. The interpass temperature shall be kept at less than 170 Deg Celsius or 340 Degree Fahrenheit.
Below Table is the general guidelines on welding heat input for the satisfactory mechanical results in the weldment. Heat Input can be calculated using our ONLINE HEAT INPUT CALCULATION TOOL.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.