A36 steel is a Carbon Steel supplied according to the SA-36 or ASTM A36 (American specification) material specification.
The materials are available in various shapes, plates, and bars of structural quality. A36 material is commonly used for making general fabrication, welding structural works, in shipbuilding & oil- Gas.
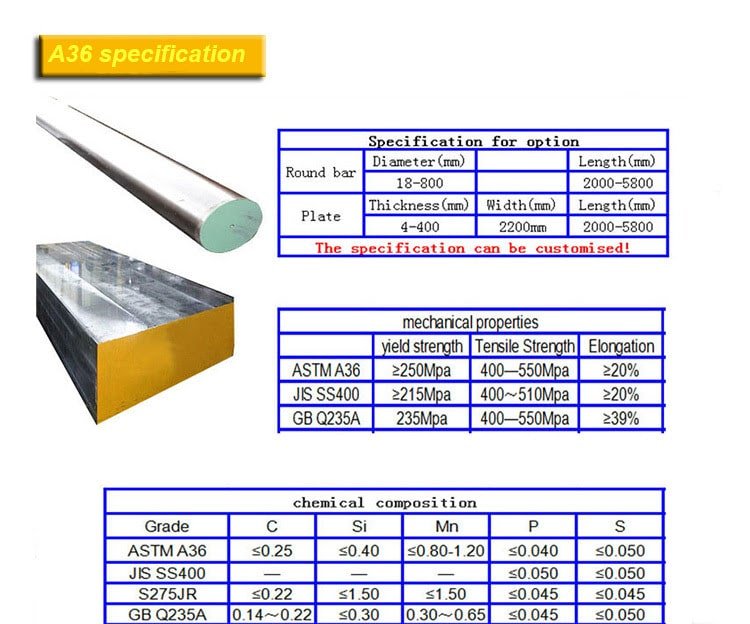
The equivalent of A36 material is S275 (As per EN10025, European material specification), where S stand for structural steel. IS2062 in India also equivalent to A36 material.
For welding, The P Number of A36 material is P1 and the Group Number is G-1.
Welding of A36 Material to Stainless steel or Duplex Stainless Steel
Welding of A36 to SS304 or SS316 or any other stainless steel shall be made using an E309L type SMAW electrode. TIG or MIG welding can be carried out using ER309L type filler wire. No special precaution is needed when joining these combinations.
It is recommended to avoid high heat input which can otherwise be detrimental to the stainless steel or Duplex stainless steel material. Use of stringer bead is recommended.
To Learn More About various dissimilar welding, Click below:
The higher thickness of carbon steel material can be preheated as stated above. No preheat is required for austenitic stainless steel or duplex stainless steel material.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.


")


 Properties")



