Welding Codes (AWS D1.1, ASME Section IX, API 1104) and standards (ISO 9606, AS/NZS 2980) demands weld soundness testing for test coupons welded for welder performance qualification.
”However, the objective of all these documents is the same: to ensure the weld made by the welder seeking welder certification is able to deposit a sound and defect-free (imperfection acceptable within specified limits) weld.”
by: Materialwelding…
The question is:
How we can check the welds made by welders?
Which are the most important and required tests for welder performance qualification?
Should Welder need to be aware of these test requirements?
and, many more…
Companies having competent CWI or Welding Engineers know these requirements. Although, not all businesses can afford full-time Welding inspectors or Engineers.
In this article, I have covered all the applicable tests required for welder performance qualification as per welding codes to guide you and understand these test requirements.
Tests for Welder Performance Qualification
The most important tests required for welder performance test are:
Visual Testing (VT),
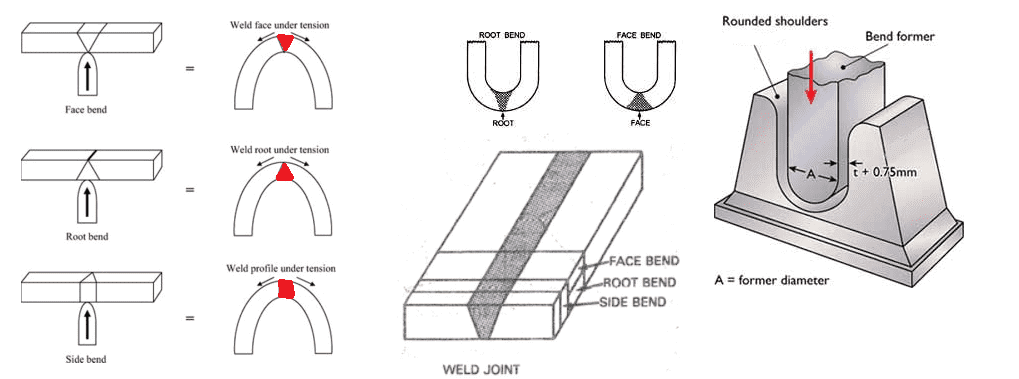
Bend Test (face bend, root bend, & side bend),
Radiographic Test/ X-ray (RT) – can be done in lieu of bend test,
Fracture test (Fillet Weld Break Test),
Nick Break Test,
Macroetch Test.
AWS D1.1, Clause 6.17 specify the Type of performance Qualification Tests Required.
For most of welder qualifications carried out according to the AWS D1.1 or ASME Section IX, you only requires to carry out the visual inspection (VT) for surface inspection and radiography testing for internal inspection.
For Fillet Weld Performance Qualification: Visual & Fillet break test,
For Groove Weld Performance Qualification: Visual & Radiography (or bend test in lieu).
You can perform above tests execpt x-ray weld inspection at minimal expenses. For Visual Inspection, you can buy a welding inspection torch light online.
Check out the below one, that has a good focus light with a wider beam- perfect for weld inspection.
For bend test, you need a bend saw, grinder and a weld bend tester or alternatively you can use external NDT lab to perform the x-ray inspection of weld coupons.
Remember: You need to document all these test results to supplement the welder performance qualification certificate. So, make a record, preferablly a Inspection Report.
Below are the tests used in AWS D1.1, D1.2 and D1.6 for welder performance qualification.
Visual Inspection or Visual Testing (VT)
For any welder performance qualification, Visual Inspection is the first PASS or FAIL test. If a welder fail in visual, the test coupon is not tested further, and welder test is FAILED.
The requirements for Visual Testing for welder performance are specified in AWS D1.1, Clause 6.10.1 Visual Inspection of Welds. The visual inspection requirements are same for welder performance and WPS Qualification.
AWS D1.1, Clause 6.10.1.1 covers Visual Inspection of Groove Welds and clause 6.10.1.2 Visual Inspection of Fillet Welds.
During Visual Testing (VT), the welded test coupons are visually inspected for weld perfectness, welding defects and overall welding quality.
Bend Test is a qualitative test used for groove weld qualification only. It is not possible to make bend test for fillet weld due to their Tee Joint Configuration. Acceptance criteria for bend test is given in AWS D1.1, clause 6.10.3.3: Acceptance Criteria for Weld Bend Tests.
The objective of the bend test is to verify the weld soudness by bending the welded test specimens. Any defect (porosity, crack, LOF, for example) if present inside weld, will elongate and break out of the specimen while a sound weld will not exhibit any fracture.
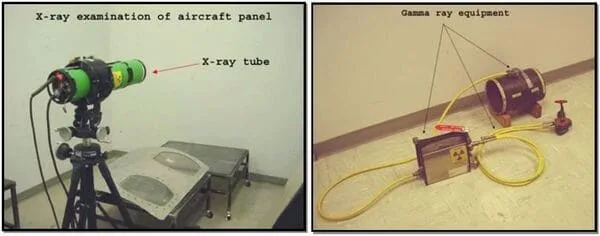
Radiohraphy Testing (X-ray Inspection)
Radiography or also called X-ray testing is a non-destructive volumetric inspection method. In radiography, a film is exposed by gamma or x-radiations. The weld with low density due to any defect (pore, slag inclusion, LOF, etc.) will appear black on the film after exposure.
Heavy metal inclusions such as Tungsten or copper will although appear as white spot due to their high density.
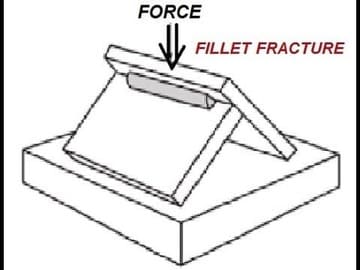
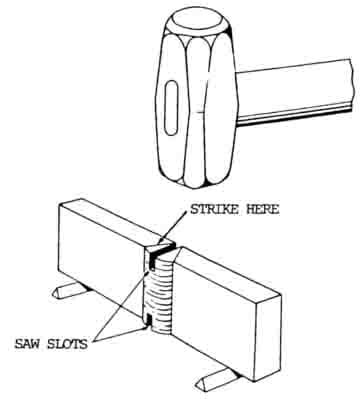
A Fillet Break Test or Fracture test is used for Fillet weld performance qualification. The test is easy to perform. A portion or complete weld specimen is cut and load is applied using press or vice to break it.
The broken part is inspected for presence of any defect or defects for acceptance. Fillet weld break test acceptance criteria is given in AWS D1.1, Clause 6.23.4.1, Acceptance Criteria for Fillet Weld Break Test.
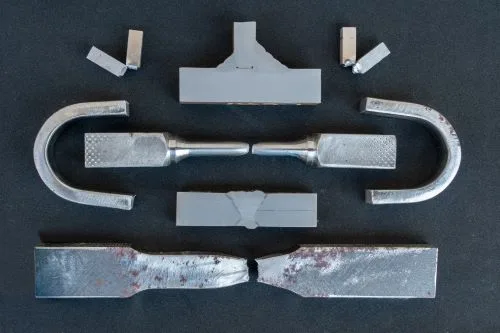
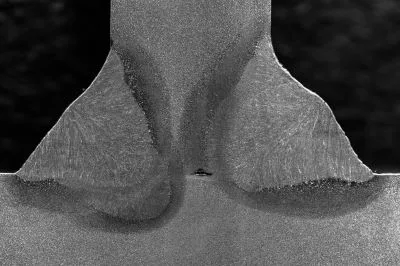
Macroetch Test is used for Fillet weld and Plug weld welder performance qualification tests. The objective of macro etch testing is to verify the weld fusion and check that the root is completely fused.
In Macroetch test, the a small test specimen is cut in transverse direction of the weld and polished.
Finally an etchant (E.g., Nital for carbon steel) is applied to the surface to erode it. As welding produces, varied heat effect on weld microstructure and hardness, a macroetch specimen shows different appearance as shown in the below figure.
The acceptance criteria for macro etch test is given in AWS D1.1, Clause 6.23.2.2, Macroetch weld Test Acceptance Criteria.
Nick Break Test
Nick Break Test is mainly used for welder performace qualification as per API 1104 code. This is similar to fillet weld test but instead it is used for groove welds.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.








 qualification for weld overlay Application")